蓄热式焚烧炉RTO





- ¥8998.00 ≥ 1台
- 2019-05-15 10:26:13
- 河北泊头富宏元环保设备有限公司
- 净化空气
- 蓄热式+RTO,RTO蓄热式焚烧炉,RTO的工作原..
- 胡然然 18931722143
- 河北富宏元环保设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
RTO蓄热式热氧化处理设备介绍
当前石油化工、轻工、塑料、印刷等行业排放的有机废气处理为直燃式焚烧炉和蓄热式热氧化器(称RTO)。蓄热式热氧化器的蜂窝陶瓷能够将燃烧机的热量储存起来,当陶瓷的温度超过有机废气的着火点时,即使炉内无火,炽热的蜂窝陶瓷也能把有机废气点燃。蓄热式热氧化器具有能耗低、安全性好、应用范围广泛等优点,是一种很有发展前景的VOCs气体处理方法。
1、VOCs废气处理现状
挥发性有机化合物(VolatileOrganicCompounds,VOCs)是石油化工过程以及各种使用有机溶剂的行业,如喷漆、印刷、制药、煤化工等行业排放的常见的污染物。该类化合物多数具有刺激性气味和毒性。部分已被列为致癌物;多数VOCs气体易燃易爆,对企业生产安全造成威胁。
由于VOCs的危险性,许多国家颁布法令对VOCs的排放进行了管制。欧美国家于20世纪90年代前后,对所有使用有机溶剂的地方都规定了排放要求。美国1990年提高了废气排放标准,将工业生产中的189种污染物列为有毒污染物,其中大部分为VOCs。我国颁布的《大气污染防治法》要求对工业生产中产生的有毒气体进行净化处理,对可燃性气体要回收利用;我国的《大气污染物综合排放标准》(GB16297-1996)规定了33种挥发性有机物的排放标准,将大部分的其他挥发性有机物按非甲烷类烃来处理,并规定了统一的排放标准(
2、蓄热式氧化处理方法
热氧化法是应用热氧化和催化氧化技术来破坏排放物中的有机物的方法。蓄热式热氧化器(RegenerativeThermalOxidizer,RTO)与目前国内使用的其他热氧化技术的不同之处,是使用陶瓷或其他的高密度惰性材料床从排出燃烧的气体中吸收并且存储热量,再将热量释放给冷的进口气体,而不是采用管壳式进行两种流体间的换热,RTO可达到98%以上的热回收效率。
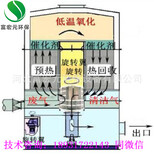
蓄热式热氧化器的工作原理是:有机废气经预热室吸热升温后,进入燃烧室高温焚烧(升温到800℃),使有机物氧化成二氧化碳和水,再经过另一个蓄热室蓄存热量后排放,蓄存的热量用于预热新进入的有机废气,经过周期性地改变气流方向从而保持炉膛温度的稳定。典型的蓄热式热氧化处理工艺有如下几种,分别是蓄热一体式焚烧工艺流程(一室),;蓄热分体communicationPlatform式焚烧工艺流程(二室),;蓄热一体式焚烧工艺流程(三室),如上图。
3、RTO的特点
3.1废气处理量大、
RTO宜用于处理2~8g/m3浓度的有机废气,对于低热值气体(如乙酸乙酯等)浓度可达12g/m3,特别适用于难分解组分的焚化[3]。相对于其他处理技术(例如换热式热氧化),RTO的主要优点在于热回收率能达到98%,而其他系统只能达到约70%的热回收率。高的热回收率使补充燃料的使用量显着减少,从而节约运行费用。尤其是处理量大、有机物含量低的工业气体,效果更加显着。
如果要较高的飞灰去除率(DestroyedRemovalEfficiency,DRE),RTO的高热回收效率也具有能够提供较高的热氧化温度的优势。如此便易于处理难分解的有机物,而系统操作费用的增加却很小。DRE达到98%~99%是这些系统的典型特点。对于RTO系统,在填料床中实现很高的预热温度导致热氧化过程实际在床层中就发生了,这些系统的预热温度通常明显大多数有机物的自燃温度。
3.2、节能环保、易维护
应用结果显示,对于给定尺寸的RTO,使用规整填料相对于使用松散填料具有以下优势:(1)较高的热效率可降低年燃料费用(为60%~65%);(2)较低的压力降可降低年电力费用(为14%~78%);(3)由于降低了堵塞能力和提高了清洁能力,停歇时间和维持费用也有所降低。但是,规整填料在制造和安装上更昂贵,单位体积的成本是传统散装填料的5~10倍。所以应用规整填科比应用散装填料的投资费用要高5%~20%。
4、RTO在国内的应用
目前,国内绝缘材料行业和覆铜板生产行业所采用的废气焚烧炉大部分是直燃式焚烧炉。虽然这种焚烧炉的造价较低,但燃油的消耗也较大。在燃油价格不断飙升的今天,节约燃油、降低成本已经是每个企业都非常重视的问题。实际上,只要在直燃式焚烧炉中增加蓄热体(蜂窝陶瓷)就可以达到节约燃油的目的。在直燃式废气焚烧炉中增加蓄热体以后,不仅起到了蓄热的作用,而且还起到了第二个火源的作用,在燃烧机“熄火”状态下,有机废气碰到炽热的蜂窝陶瓷时,就会着火燃烧。将直燃式废气焚烧炉改造成蓄热式废气焚烧炉的费用很低,因此,国内绝缘材料行业和覆铜板生产行业所使用的直燃式废气焚烧炉都可以改造,也很有必要进行改造。
蓄热式热氧化处理技术相对于以前的直燃式焚烧处理技术有明显的优势,该技术在国外已经很成熟,但由于成本原因,在我国尚未普及,蓄热式的概念也只在少数工业窑炉上有所体现。在当前能源价格飙升的背景下,组织力量研究开发并推广使用该项技术,不仅能够节约能源和减少环境污染,还可获得可观的经济效益和显着的杜会效益。 产品结构特点:
本公司在喷漆房催化燃烧设备的安全性、经济性、去除率等方面不断进行技术创新,使产品具有如下特点:
?设备内各数据智能化监控,控制反应温度及反应时间,废气再设备内充分氧化燃烧。自动化控制程度高、操作简单维修方便。
?净化,可达99%,无需缓冲罐;
?采用新型陶瓷蓄热系统,热利用效率97%;
?不需要辅助加热,运行成本低;
?系统结构紧凑,占地面积小;
?停留时间长,燃烧充分,分解;
?不产生NOx等二次污染;
?炉内死区小、压力损失小;
?系统运行稳定、安全可靠;
蓄热式热力焚烧炉(RTO)采用天然气直接燃烧有机废气,在750-850℃的高温状态下,将有机物分子中的C、H分解为无害的CO2和H2O,化学反应方程式如下:
CmHm+(n+m/4)O2850℃nCO2+m/2H2O+热量
经燃烧后的烟气通过蓄热陶瓷后将高温能量储存在蓄热陶瓷内部以便于预热有机废气,过蓄热陶瓷的烟气达标排放。废气进出口可以通过切换阀来自由切换循环进气处理,RTO可充分回收热能使得能耗大大降低。
?蓄热式焚烧炉(RTO)的结构组成
蓄热室、氧化燃烧室、切换阀门、燃烧器、燃气及助燃系统、压缩空气系统、控制系统。
?蓄热式焚烧炉(RTO)的应用范围与领域
A适用于大中浓度(数千 ppm)、中等风量的混合可燃有机废气及臭气的处理;
B适用于喷漆车间的废气处理;
C适用于电子产品的制造及集成电路的废气处理;
D适用于印刷过程及注塑过程的废气处理;
E适用于石化、医疗等行业产生的有机废气的处理。
1、操作方便:设备工作时,实现自动控制。
2、能耗低:设备启动仅需15-30分钟升温至起燃温度(有机废气浓度较高时)耗能仅为风机功率。
3、安全可靠:设备配有阻火系统、防爆泄压系统、超温报警系统及的自控系统。
4、阻力小,净化:采用当今的贵金属钯、铂浸渍的蜂窝状陶瓷载体催化剂,比表面积大。
5、余热可回用:余热可返回烘道,降低原烘道中的消耗功率;也可做其它方面的热源。
6、占地面积小:仅为同行业同类产品的70%-80%,且设备基础无特殊要求。
7、使用寿命长:催化剂一般4年更换,并且 载体可再生。
- 蓄热式+RTO,RTO蓄热式焚烧炉,RTO的工作原..
- 空气净化器
- 胡然然
- 河北泊头富宏元环保设备有限公司
- 净化空气
- 其它
- 其它
- 交流电
- 除甲醛
- 是
- 遥控式
- 家用
- 家用
- 所有
- 藏蓝
蓄热式焚烧炉RTO信息
-
 延安市山东草莓苗价格品种纯正假一赔十¥ 1
延安市山东草莓苗价格品种纯正假一赔十¥ 1 -
 四川成都电脑培训哪家好?面议
四川成都电脑培训哪家好?面议 -
 重庆瑜伽教练培训学校---凡悦瑜伽面议
重庆瑜伽教练培训学校---凡悦瑜伽面议 -
 甩卖HP85630AHP85630A频谱分析仪¥ 1888
甩卖HP85630AHP85630A频谱分析仪¥ 1888 -
 四川资阳树脂瓦片面议
四川资阳树脂瓦片面议 -
 沙宣洗发水厂家供应抚州百货批发部货源¥ 48
沙宣洗发水厂家供应抚州百货批发部货源¥ 48



