杭州小型回流焊信誉,氮气回流焊

- ¥1688.00
- 2021-06-11 11:12:04
- 回流焊,无铅回流焊,氮气回流焊,真空回流焊
- 深圳市路远智能装备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
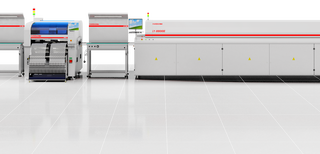
回流焊技术在电子制造领域并不陌生,我们电脑内使用的各种板卡上的元件都是通过这种工艺焊接到线路板上的,这种设备的内部有一个加热电路,将空气或氮气加热到足够高的温度后吹向已经贴好元件的线路板,让元件两侧的焊料融化后与主板粘结。这种工艺的优势是温度易于控制,焊接过程中还能避免氧化,制造成本也更容易控制。
热风回流焊:热风式回流焊炉通过热风的层流运动传递热能,利用加热器与风扇,使炉内空气不断升温并循环,待焊件在炉内受到炽热气体的加热,从而实现焊接。热风式回流焊炉具有加热均匀、温度稳定的特点,PCB的上、下温差及沿炉长方向的温度梯度不容易控制,一般不单使用。自20世纪90年代起,随着SMT应用的不断扩大与元器件的进一步小型化,设备开发制造商纷纷改进加热器的分布、空气的循环流向,并增加温区至8个、10个,使之能进一步控制炉膛各部位的温度分布,更便于温度曲线的理想调节。全热风强制对流的回流焊炉经过不断改进与完善,成为了SMT焊接的主流设备。
传动部分
防卡板链条及W440mm网带同步传输
传送速度:0.3M-1.5M/Min,精度±1.5mm/min
传送高度及方向:900±20mm,左至右
PCB宽度:min50mm~max400mm
基板元件高度:上层Max30mm,下层Max22mm
电动/手动导轨调宽
两段式双面导轨 特殊合金材质,超硬处理,防止变形。
小型真空回流焊炉特点
1、真正的真空环境下的焊接。真空可达 103mba. (106mba 选配 )
2、低活性助焊剂的焊接环境。
3、的软件控制,达到的操作体验。
4、高达行业 40 段的可编程温度控制系统,可以设置的工艺曲线。
5、温度设置可调节,就能设置出更接近焊接材料工艺曲线的工艺。
6、水冷技术,实现快速降温效果(标配)。
7、在线测温功能。实现焊接区域温度均匀度的测量。为工艺调校提供级的支持。
8、氮气或者其他惰性气体,满足特殊工艺的焊接要求。
9、高温度为 400(更高可选),满足所有软钎焊工艺要求。
10、五项系统安全状态监控和安全保护设计(焊接件超温保护、整机温度安全保护、安全操作保护、焊接时冷却水路保护、断电保护
回流焊开机
(1)将电源总开关(CONTROL)旋ON挡,按下UPS电源开关,“UPSON”Is以上。机器进入运行状态,进入控制系统主窗口。
(2)检查工作主画面,设定PD3213B温度、速度是否与所需印制板工作状态相符。如不符,单击“文件”,弹出下拉菜单,选择“打开”命令,显示“打开”对话框,单击滚动条,选择已存所需加热参数文件。单击“取消”按钮,退回主窗口。
(3)再次检查工作主画面,设定温度、速度是否与所需印制板工作状态相符。
(4)选择“面板”命令,显示“操作面板”对话框。“手动/定时”开关:打向“手动”。“开机/关机”开关:打向“开机”。“加热开/加热关”开关:打向“加热”,此时“风机”、“输送”开关自动打开。设备开始运转,三色灯塔黄灯亮。观察设备运转情况、加热升温情况,直温度达到设定值,灯塔绿灯亮。
生产工作开始,需戴好防静[工业电器网-cnelc]电手套,将印制板平稳地放在传输链网上,进入机器加温固化,出口接板亦需戴防静电手套,将板故平,冷却后将板放在周转箱中,用纸板隔开。工作中应随时注意印制板焊接、固化状态、温度显示状态、链条传输状态,发现卡阻等紧急状态,迅速按紧急制动按钮,停机断电后,进行故障处理。
- 路远智能
- 回流焊,无铅回流焊,氮气回流焊,真空回流焊
- 回流焊
- 李帅
杭州小型回流焊信息
-
 随州坚实柴油拌料机售后保障,自走式翻料机¥ 5600
随州坚实柴油拌料机售后保障,自走式翻料机¥ 5600 -
 河北玻璃钢轮廓标厂家供应面议
河北玻璃钢轮廓标厂家供应面议 -
 路远智能无铅回流焊,威海真空回流焊批发代理¥ 1688
路远智能无铅回流焊,威海真空回流焊批发代理¥ 1688 -
 随州市半自动柴油拌料机经久耐用,食用菌柴油拌料机¥ 5600
随州市半自动柴油拌料机经久耐用,食用菌柴油拌料机¥ 5600 -
 仁怀专业住家保姆公司面议
仁怀专业住家保姆公司面议 -
 路远智能无铅回流焊,大连立式回流焊批发代理¥ 1688
路远智能无铅回流焊,大连立式回流焊批发代理¥ 1688









