广告
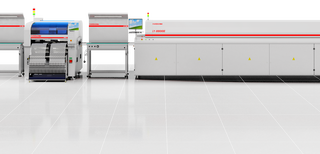
路远智能无铅回流焊,威海真空回流焊批发代理

1/2
- ¥1688.00
- 2021-06-11 11:12:04
- 回流焊,无铅回流焊,氮气回流焊,真空回流焊
- 深圳市路远智能装备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
回流焊的设计理念
人性化设计
采用PC+PLC控制,温控精度±1℃,确保设备稳定运行;内嵌焊接缺陷分析,内嵌式设备保养手册等
低成本运行设计
助焊剂管理系统,延长炉腔内维护间隔时间;方便快捷的可维护性设计理念,大大减少维护时间;助焊剂管理系统和冷却系统可不停机维护;强制风冷,减少冷水机的运行功耗等。
节能环保设计
回流焊参数设定
(1)在主窗口画面上单击“参数设置”菜单,在弹出的下拉菜单中选择“工作参数设置”命令,出现工作参数设定对话框。按要求设定“温度设定”、“上限值”、“下限值”、“速度设置”。
(2)单击“确定”按钮,显示“请确认数据是否正确”,单击“是”按钮,返回主窗口。
(3)核对主窗口显示的温度、速度设走值是否为输入值。
(4)回流焊参数设置文件保存。①在“文件”下拉菜单中选择“保存”命令,显示“另存为”对话框。②用鼠标单击滚动条,选择要存放文件的位置及文件类型,如温度参数文件。③输入要存放文件的文件名,如SG1(锡膏1)、TBJ1(贴片胶1)。④单击对话框中“保存”按钮。
回流焊关机
(1)工作完毕,在“控制面板”上,关“加热”开关,待链网,风机空转lOmin以上达到冷却后,再关闭“风机”、“输送”、“开/关机”。
(2)单击主窗口的“文件”菜单,在下拉菜单中选择“退出”命令,系统弹出“立即关机”和“退出系统”。单击“立即关机”按钮,直接进入安全关机状态。
(3)或单击“退出系统”按钮,炉子加热系统关闭,设备链网传输运动空转20min后自动关闭。单击“OK”按钮,自动进入“您现在可以安全地关机了”进行关机操作。
(4)依次关闭显示器、UPS、(UPSOFF)总电源开关、(CONTROLOFF)总闸刀。
- 路远智能
- 回流焊,无铅回流焊,氮气回流焊,真空回流焊
- 回流焊
- 李帅
深圳市路远智能装备有限公司为你提供的“路远智能无铅回流焊,威海真空回流焊批发代理”详细介绍
路远智能无铅回流焊信息
-
 随州市半自动柴油拌料机经久耐用,食用菌柴油拌料机¥ 5600
随州市半自动柴油拌料机经久耐用,食用菌柴油拌料机¥ 5600 -
 仁怀专业住家保姆公司面议
仁怀专业住家保姆公司面议 -
 路远智能无铅回流焊,大连立式回流焊批发代理¥ 1688
路远智能无铅回流焊,大连立式回流焊批发代理¥ 1688 -
 赣州防汛沙袋批发面议
赣州防汛沙袋批发面议 -
 重庆14方吸尘车报价,煤厂吸尘车面议
重庆14方吸尘车报价,煤厂吸尘车面议 -
 铜仁住家保姆服务面议
铜仁住家保姆服务面议









