鹤壁滚筒包胶热硫化工艺和鹤壁滚筒包胶现场冷粘工艺对比




- ¥1.00 ≥ 1条
- 2024-07-18 09:10:02
- 皇豫
- 是
- 鹤壁包胶滚筒,鹤壁阻燃滚筒包胶,鹤壁菱形..
- 河南鹤壁
- 常坤 13603935817
- 河南皇豫集团辊业有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
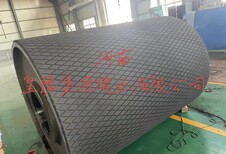
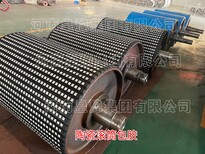
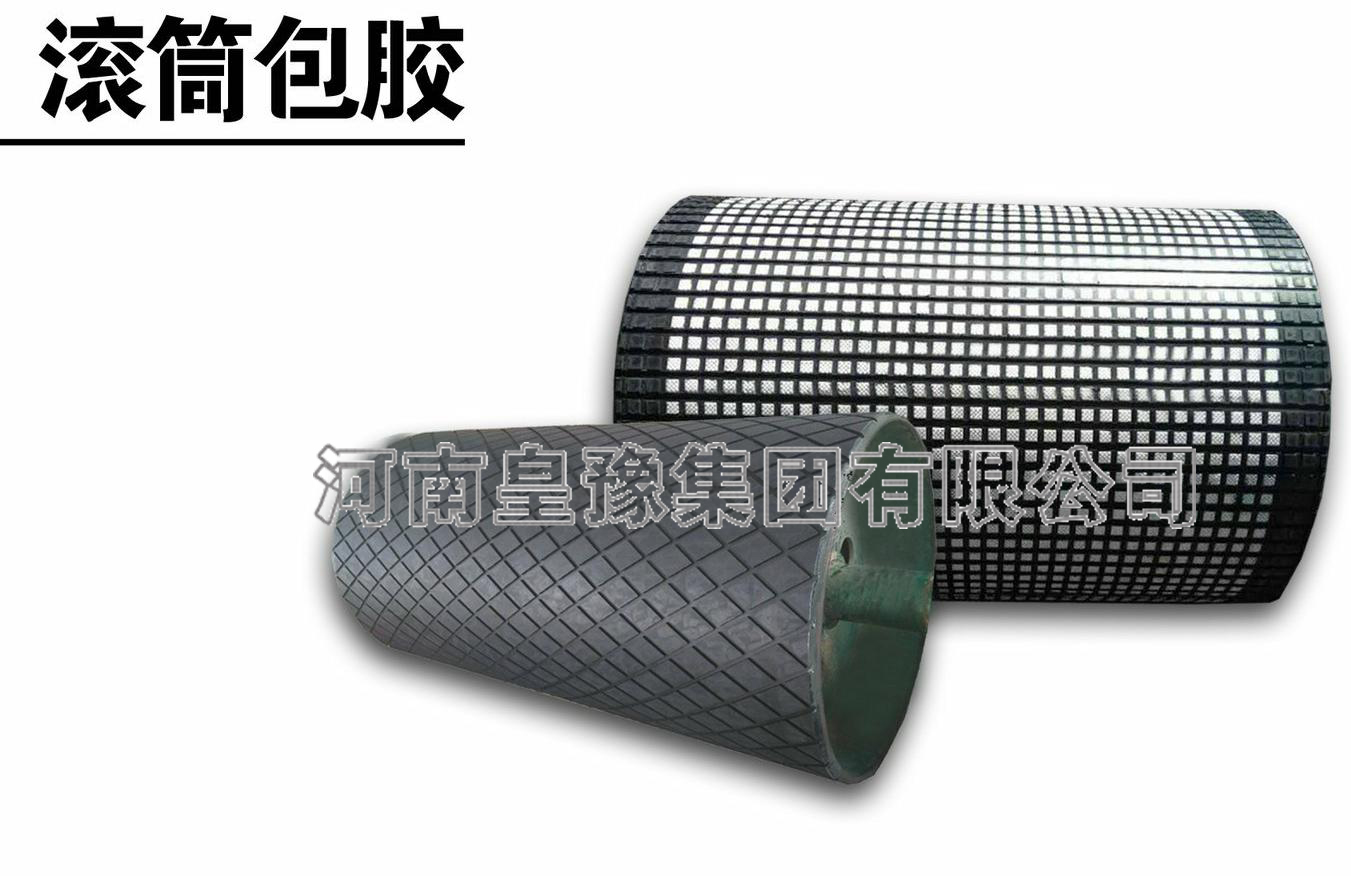
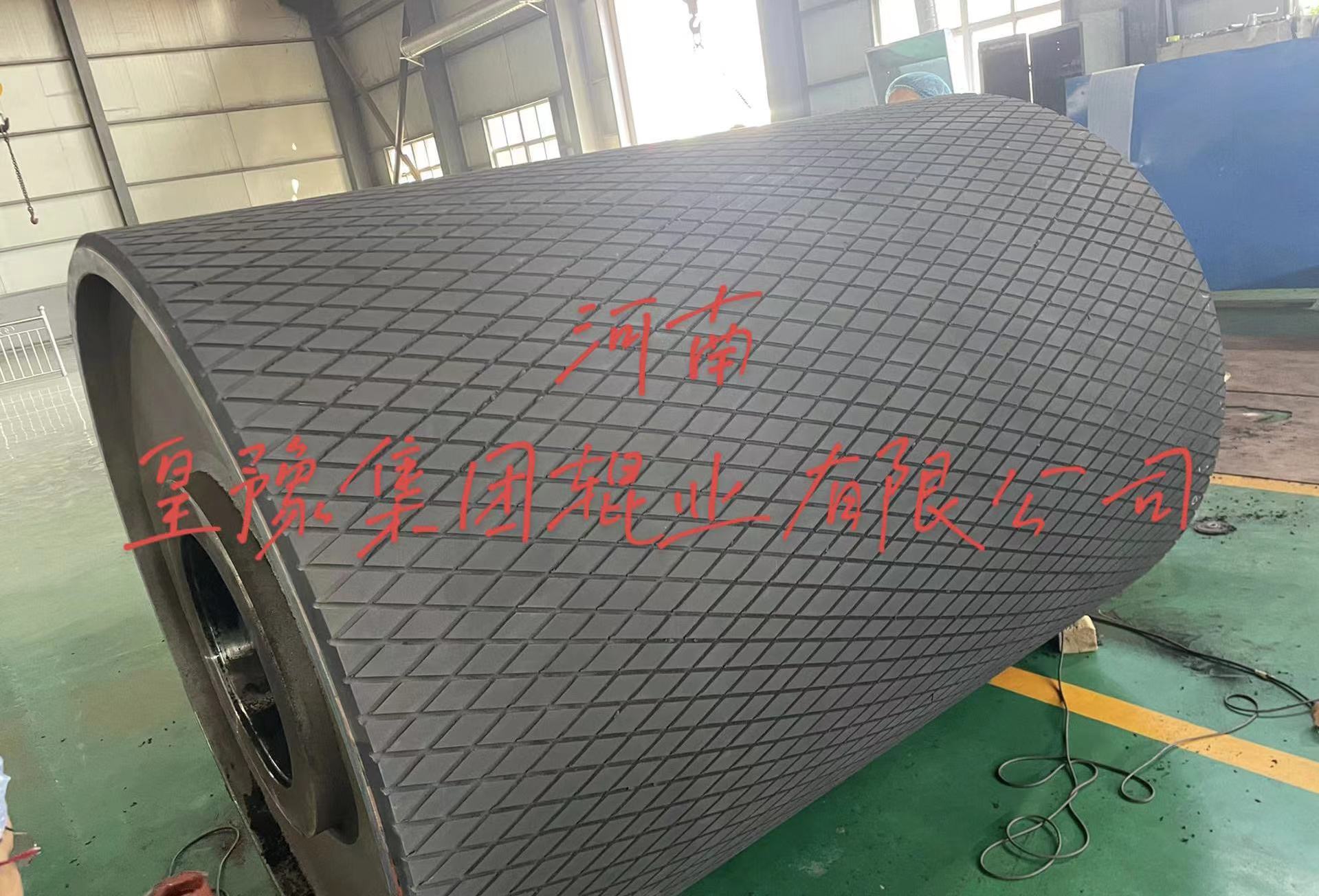
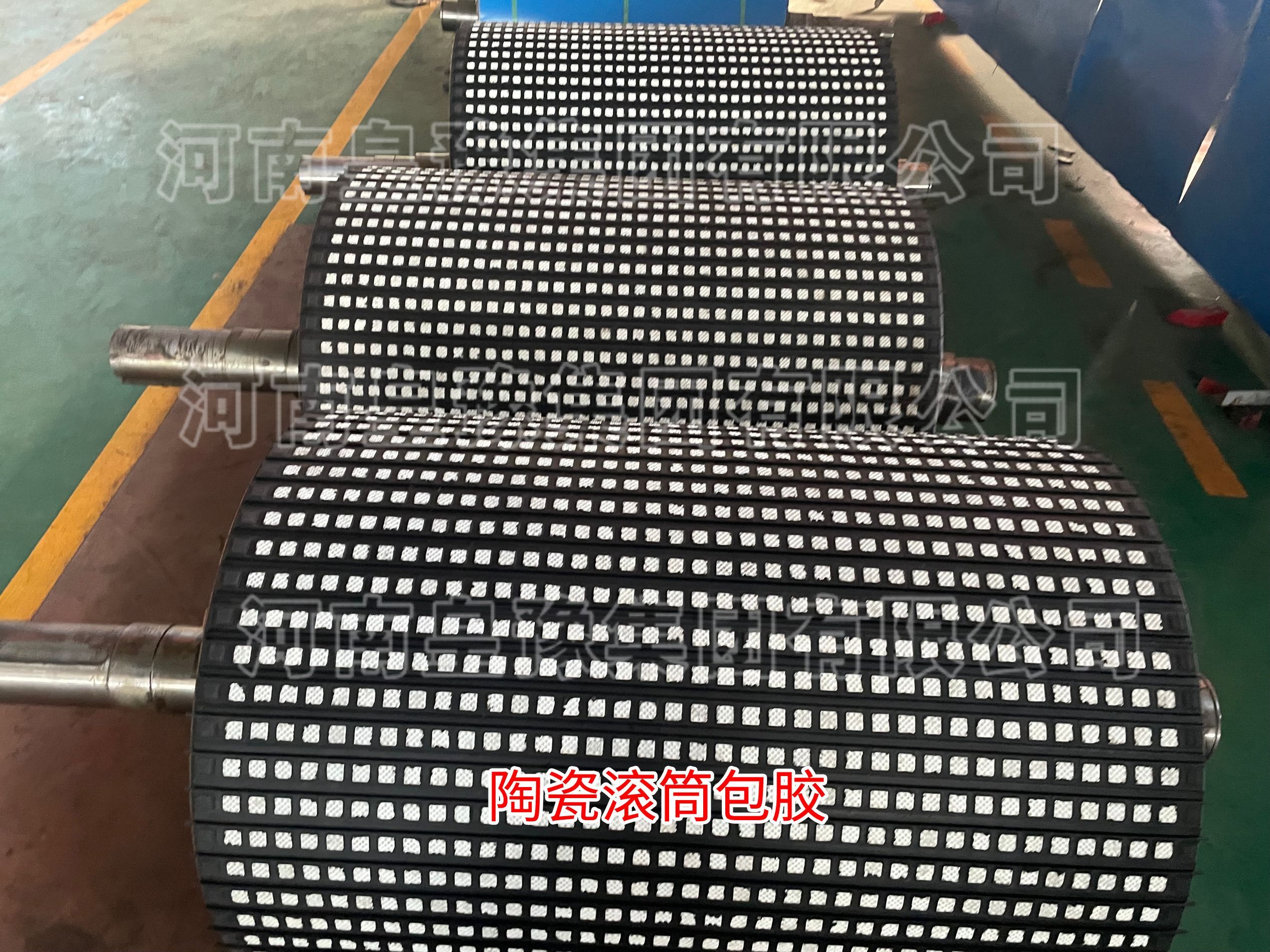
鹤壁滚筒包胶G鹤壁菱形滚筒包胶G鹤壁人字滚筒包胶G鹤壁耐磨滚筒包胶G鹤壁阻燃滚筒包胶G鹤壁陶瓷滚筒包胶
鹤壁滚筒包胶G材质:阻燃、耐油、耐腐蚀、耐磨、耐酸碱
河南皇豫集团是以河南皇豫集团电机有限公司为母公司组建起来的以电机生产、电机维修、电机改造、电机调剂、变压器生产、变压器维修、变压器调剂、变压器增容、铸钢中空轴、大齿圈、滑履带、立磨的磨盘、磨辊、回转窑的托轮、轮带、陶瓷行业的机架、造船件、汽车配件、箱体、壳体、锤头、钻头、大型齿轮、输送机皮带滚筒铸胶、滚筒包胶、聚氨酯滚筒、改向滚筒、电动滚筒、传动滚筒、主动滚筒、陶瓷滚筒、强磁滚筒、输送带、输送带现场接口、输送带现场接头、聚氨酯输送带、橡胶弹簧、缓冲器、等各种橡胶制品、各种聚氨酯制品、各种铸钢产品、各种铸钢件、研发、生产、销售、维修一体化 为主导产品的大型现代化企业集团。现拥有固定资产15亿元,职工3000余人。
公司主要生产“皇豫”牌 铸胶滚筒、包胶滚筒、电动滚筒、聚氨酯输送带、托辊、等输送机设备及配件,还可以根据用户需要,研发、生产、销售各种橡胶制品(各种橡胶 再生胶、天燃胶,白橡胶,等各种橡胶制品)、聚氨酯制品。
“皇豫”牌输送机设备及各种橡胶制品、机电设备产品、电力设备产品、铸钢产品、先后销往澳大利亚、新加坡、意大利、加拿大、俄罗斯、伊朗、尼泊尔、西班牙、印度、澳洲、美国!等好多外国客户!皇豫集团全体员工将在全国劳动、全国五一劳动奖章获得者集团董事长常建基同志和集团总经理常坤同志的下遵循着“发展才是硬道理”的宗旨,弘扬顽强拼搏、求实创新、不断的企业精神,团结奋进、与时俱进,努力皇豫集团的。
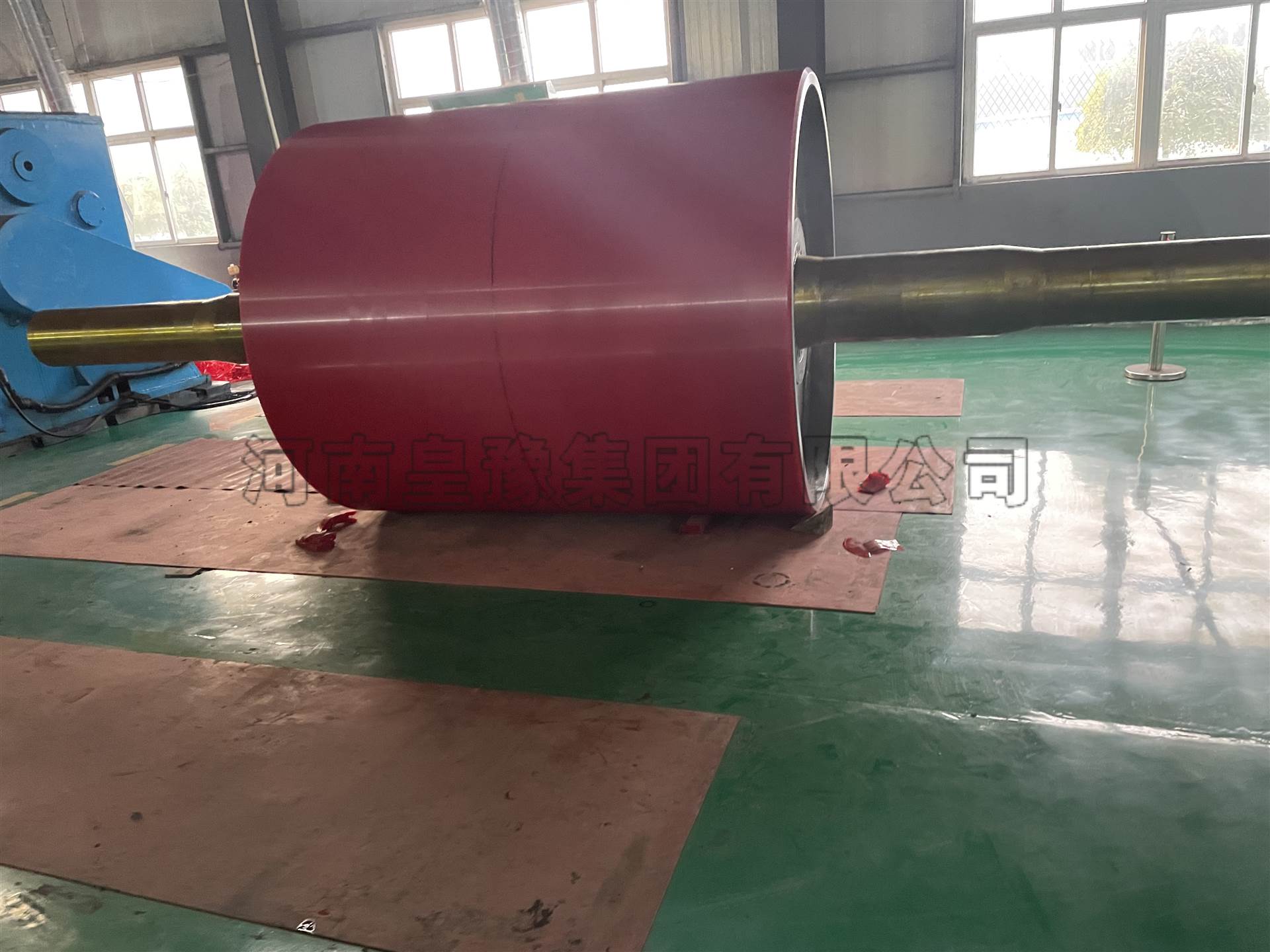
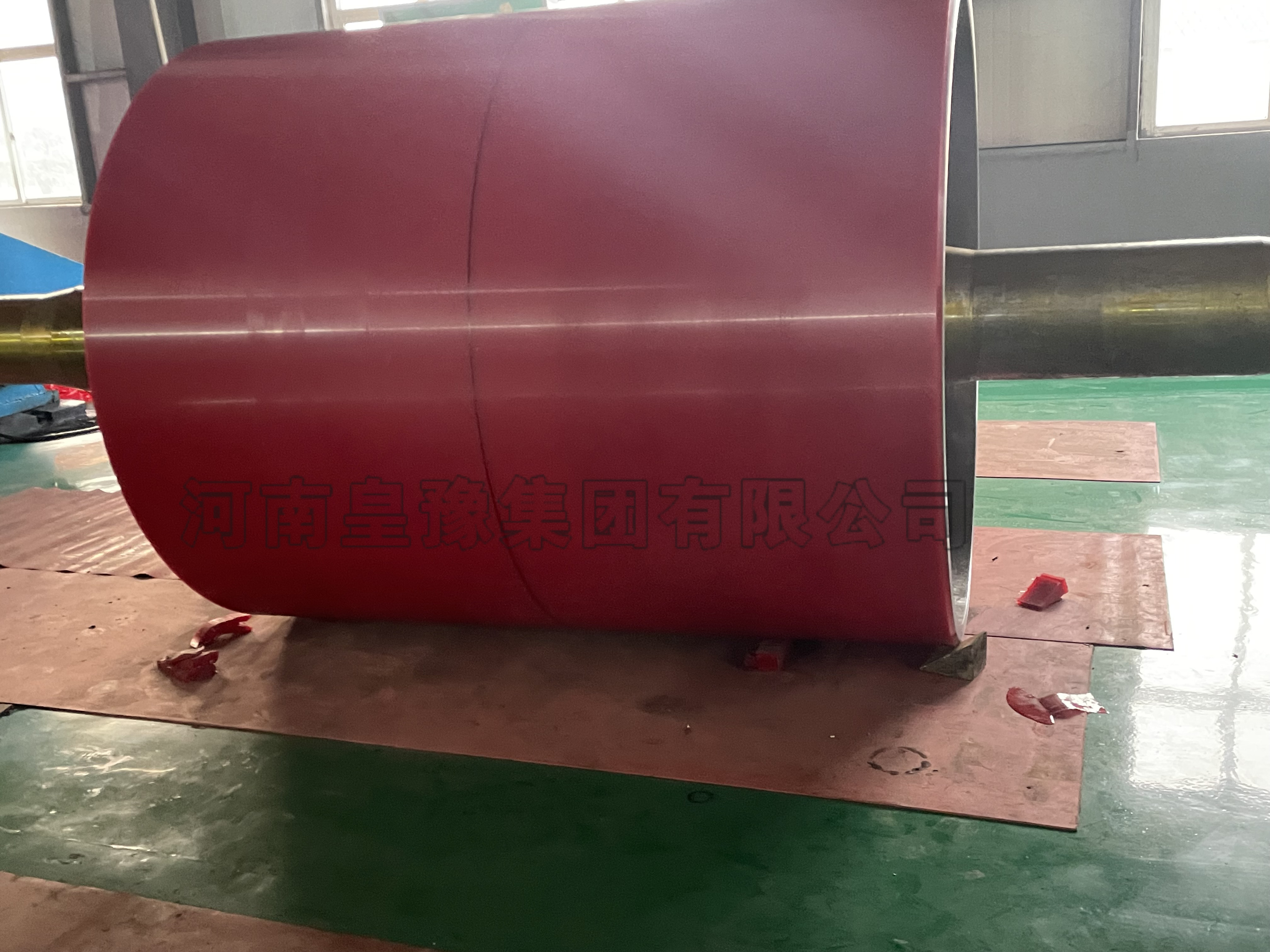
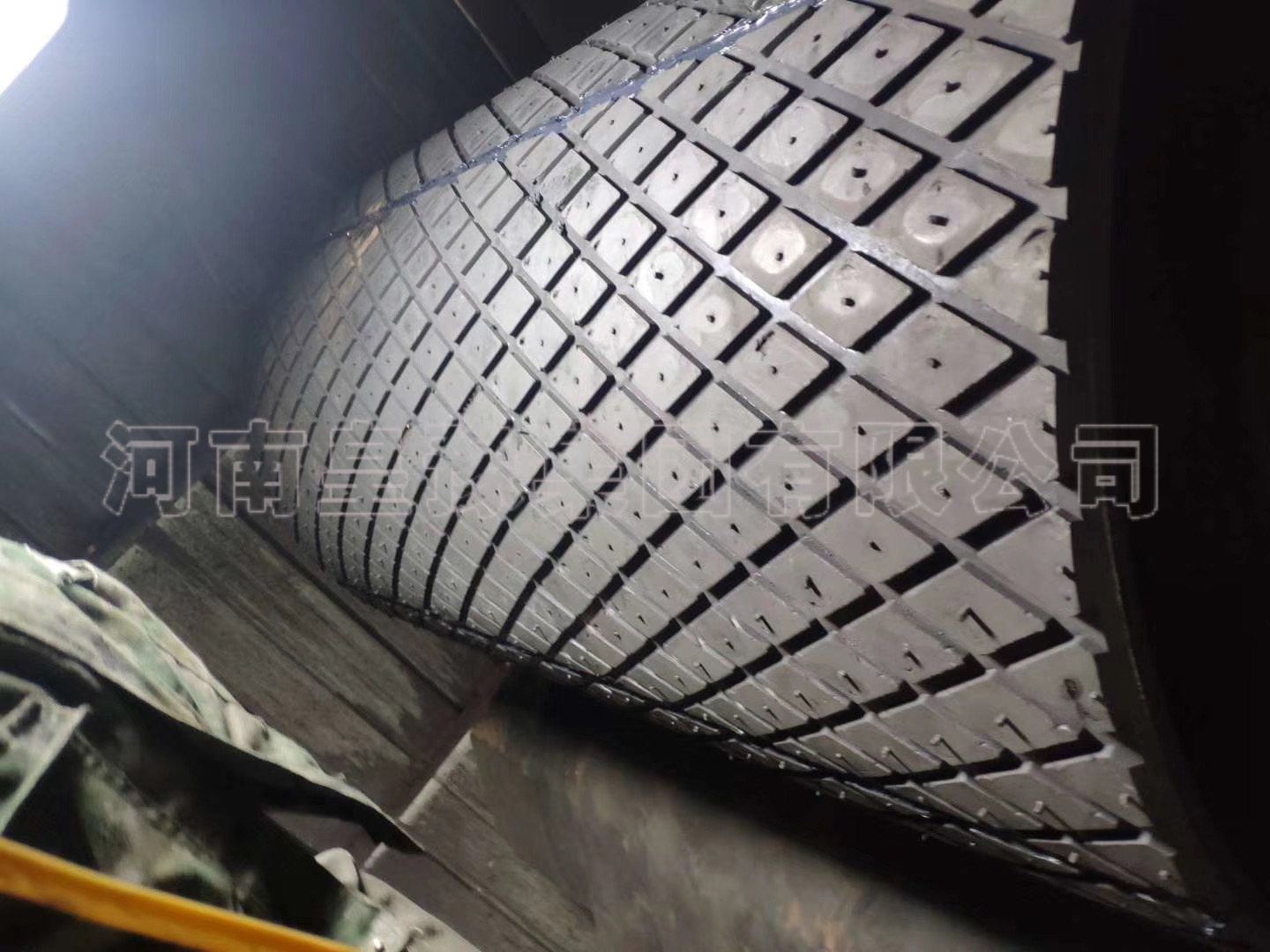
耐磨滚筒包胶,耐磨冷硫化滚筒包胶生产厂家--------河南皇豫集团辊业有限公司

鹤壁滚筒包胶热硫化工艺丨对比滚筒现场冷粘包胶工艺
目前滚筒包胶的工艺分为两种,热硫化物工艺也可以称作滚筒铸胶,还有一种是冷硫化工艺,通常叫做现场冷粘,两种工艺各有优缺点,本篇主要讲解热硫化工艺的优点和缺点。
但从工艺来讲,不看成本、时间等因素,热硫化是比冷硫化好一些的,冷硫化虽然不需要拆卸滚筒,包胶强度也很强,但是冷硫化的工艺依靠的是工人的质量,工人的手艺如何直接影响到这次滚筒包胶的性能,环境也是不能控制的,现场有没有足够的操作空间,温度与湿度是不是在合适的范围之内的也会对**的效果有一定的影响。
而热硫化工艺虽然需要拆卸滚筒,停工的时间会长一些,但是因为所有的环节都是在厂内完成,所以各项数据都是可以自由控制的,热硫化重要的三点,硫化时间、硫化温度以及压力都是可以保障在更合适的范围之内,只要配方是正确的就不会出现问题,包胶质量稳定是热硫化工艺是占据一定的优势。
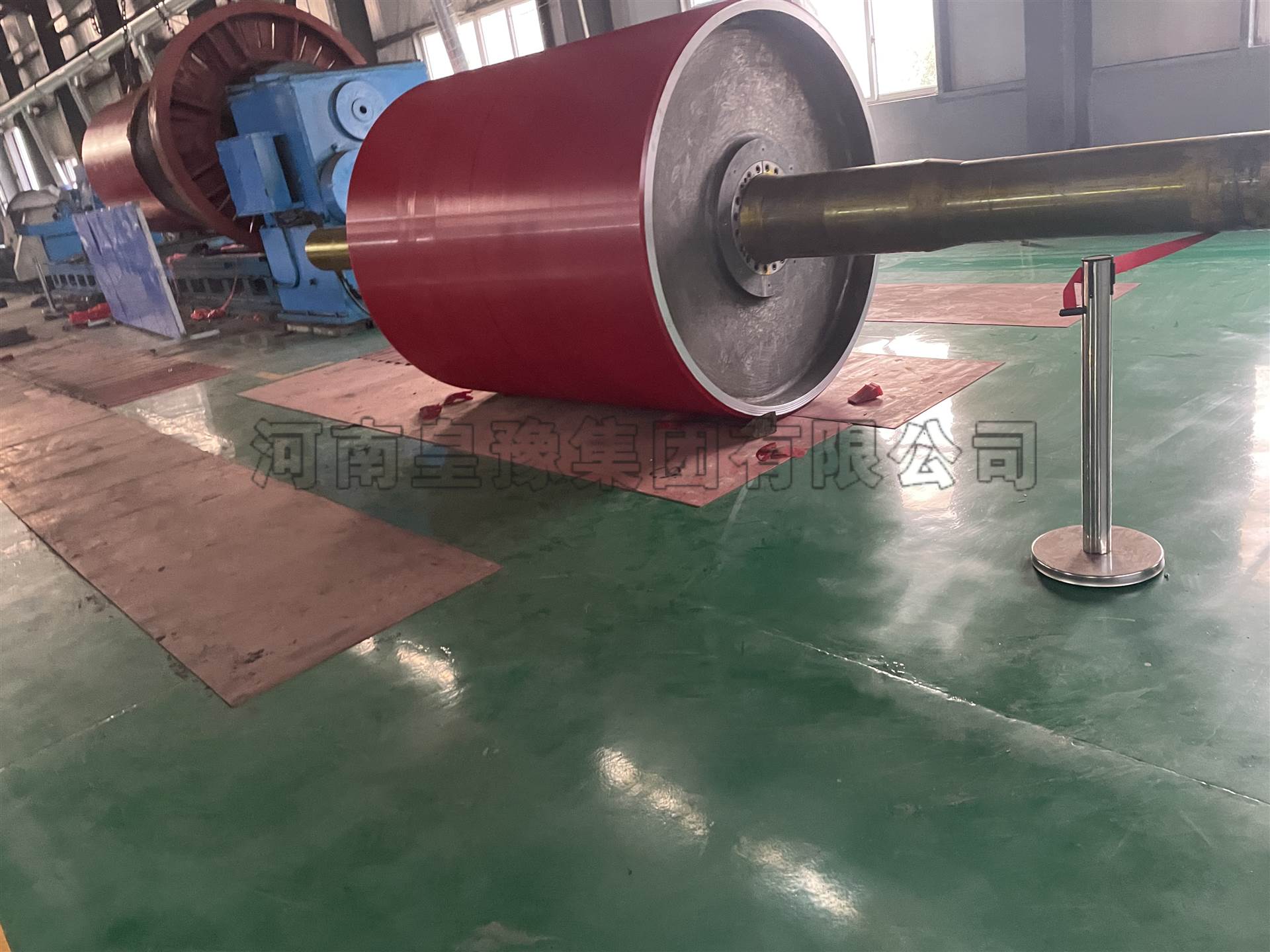
热硫化工艺步骤为:
一、将滚筒表面用车床车平,再车出纹理或者喷砂,这一步的目的是为了增大接触面积,使胶料的粘结效果更好。
二、用清洗剂清洗至少三遍,然后涂刷胶浆。
三、将包胶层底胶面接口斜切45°涂刷两遍胶浆。
四、将芯胶层接口斜切45°涂刷两遍胶浆。
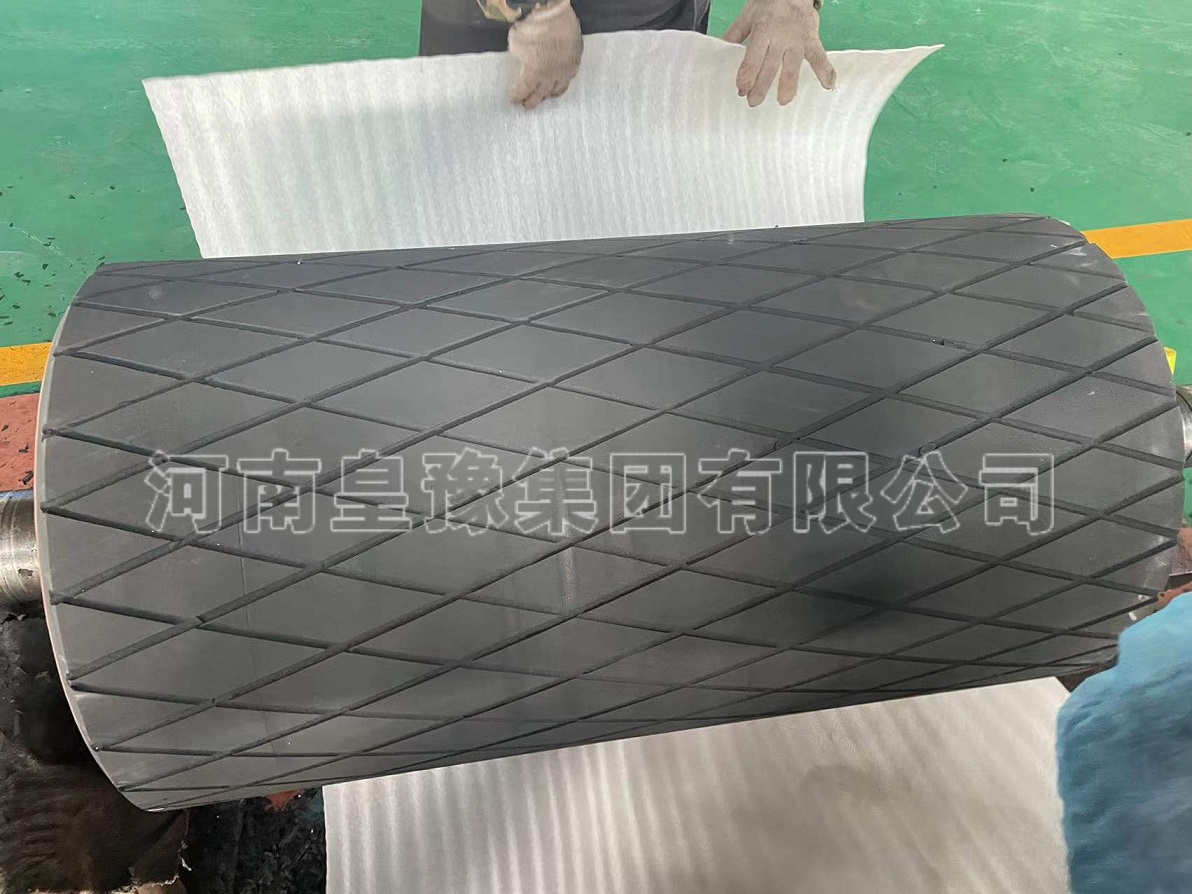
五、将胶板贴合到滚筒表面。
六、将滚筒放进硫化罐进行硫化,根据材料选择合适的参数将胶层逐渐固化。
七、硫化完成以后,根据需求雕刻相应花纹。
滚筒铸胶的工艺流程大致就是这七个步骤,效果稳定,对工人的要求没有那么高,除了耗时比较长之外没有什么明显缺点,两种工艺各有优劣,具体选择哪种还请以自身情况为准。
温馨提醒大家:
滚筒包胶现场冷粘用的胶板也是热硫化出来的。
河南皇豫集团辊业有限公司热烈欢迎广大新老客户真诚愉快的 合作!
































- 皇豫
- 鹤壁包胶滚筒,鹤壁阻燃滚筒包胶,鹤壁菱形..
- 滚筒
- 河南鹤壁
- 常坤
- 皇豫
- 是
- 包胶
- 塑料
- 多款供选
- 工业用
鹤壁滚筒包胶信息
-
 南阳聚氨酯滚筒包胶工艺G南阳滚筒包胶G南阳大型滚筒包胶¥ 1
南阳聚氨酯滚筒包胶工艺G南阳滚筒包胶G南阳大型滚筒包胶¥ 1 -
 晋城电动滚筒G晋城内置电动滚筒G晋城外置电动滚筒G电动滚筒维修¥ 1
晋城电动滚筒G晋城内置电动滚筒G晋城外置电动滚筒G电动滚筒维修¥ 1 -
焦作聚氨酯滚筒包胶工艺G焦作滚筒包胶G焦作大型滚筒包胶¥ 1
-
许昌聚氨酯滚筒包胶工艺流程G许昌滚筒包胶G许昌大型滚筒包胶¥ 1
-
商丘聚氨酯滚筒包胶工艺流程G商丘滚筒包胶G商丘大型滚筒包胶¥ 1
-
 鹤壁皮带输送机滚筒包胶-鹤壁滚筒包胶-鹤壁包胶滚筒-滚筒包瓷¥ 1
鹤壁皮带输送机滚筒包胶-鹤壁滚筒包胶-鹤壁包胶滚筒-滚筒包瓷¥ 1
推荐信息
-
 焦作滚筒包胶G焦作大型滚筒包胶G焦作现场滚筒包胶G焦作包胶滚筒
焦作滚筒包胶G焦作大型滚筒包胶G焦作现场滚筒包胶G焦作包胶滚筒 -
商丘滚筒包胶G商丘大型滚筒包胶G商丘现场滚筒包胶G商丘包胶滚筒
-
巩义滚筒包胶G巩义大型滚筒包胶G巩义包胶滚筒G巩义大型包胶滚筒
-
原阳滚筒包胶G原阳大型滚筒包胶G原阳包胶滚筒G原阳大型包胶滚筒