南阳汽轮发电机振动大原因如何处理,动平衡校正





- 面议
- 2024-06-27 04:04:58
- 动平衡,动平衡校正,动平衡试验,风机校正
- 陈经理 18764859955
- 上海亨祥宁科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
有于整机现场动平衡是直接接在整机上进行,不需要动平衡机,只需要一套价格低廉的测试系统,因而较为经济。此外,由于转子在实际工况条件下进行平衡,不需要再装配等工序,整机在工作状态下就可获得较高的平衡精度。
磨床等机床现场动平衡
磨床是精密机械加工的工作母机,为了适应日趋精密的工作精度需求及不断追求的率和低成本的目标,的磨床制造业不懈地致力于:提高机床的几何精度,刚性和性能稳定性。 众所周知,砂轮是磨床的必要工具。想要让砂轮磨削出准确的尺寸和光洁的表面,防止磨削过程中的振动。砂轮的结构是由分布不均的大量颗粒组成,先天的不平衡无法避免,这必然会引起一定的偏心振动。而砂轮安装的偏心度、砂轮的厚度不均、主轴的不平衡及砂轮对冷却液的吸附等,会使振动更加。这些振动不仅仅影响到磨床的加工质量,还会降低磨床的主轴寿命、砂轮寿命,增加砂轮修正次数及修整金刚石的消耗等。
不平衡的类型 造成转子不平衡的具体原因很多,按发生不平衡的过程可分为原始不平衡、渐发性不平衡和突发性不平衡等几种情况。现场都可消除。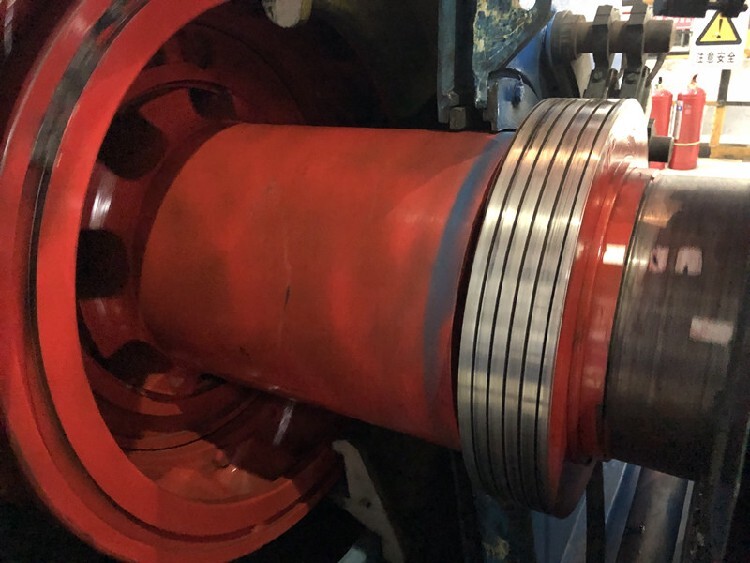
转子动平衡和衡的区别
1、在转子一个校正面上进行校正平衡,校正后的剩余不平衡量,以转子在静态时是在许用不平衡量的规定范围内,为衡又称单面平衡。
2、动平衡在转子两个校正面上同时进行校正平衡,校正后的剩余不平衡量,以转子在动态时是在许用不平衡量的规定范围内,为动平衡又称双面平衡。
现场动平衡
现场动平衡是振动测试的重要内容,同时它也是一个很有实际意义的问题。任何一种平衡理论都有精良的测量技术为物质基础。长期以来,现场动平衡都是以轴承座的振动为依据。但是,质量不平衡是一个与转子直接有关的问题,因此转子的不平衡响应一般说来应比轴承座或机壳上更为敏感。所以结合转子的振动测量进行动平衡,从而提髙平衡精度,减小停机和加重次数应是振动测试工作研究的重要内容
1、振动的时域波形近似为正弦波;
2、频谱图中一倍频为主要频率;
3、振幅随着转速的而;
4、当工作转速一定时,相位稳定;
5、转子的轴心轨迹为椭圆;
6、从轴心轨迹观察其进动特征为同步正进动。 的条件 只有具有不平衡故障的设备才可以实施的现场平衡校验,能进行多次在工作转速范围内的起动运转,能在转子上进行校正平衡配重工作。
7、 初步判断振动的原因
8、初步确定平衡的方案(单,双面)
9、确定测点安装振动传感器(轴承位置)
10、准备好配重的工具,如风机(配重块、电气焊等),汽轮发电机用动平衡块。
内容:3000r/min定速振动大,转速到2300r/min后振动持续上升,随转速升高振动大幅攀升。通过分析1X、2X、3X、轴心轨迹等分析,主要成分还是基频振动,分析确定是有转子动不平衡造成,停机确定相位及配重质量后在发电机前后端盖处各配重,启动汽轮机开机,3000r/min定速振动全在优良范围内运行,2#轴承振动19um左右,3#轴承振动17 um左右,振动消除。
现场消除动平衡配重效果:振动在优良范围内运行。
你的设备造成振动我来消除,设备转子的质量不平衡是转动设备常见的问题,也是目前现场振动的主要故障。现场动平衡通常分为单面现场动平衡、双面现场动平衡、多面现场动平衡。我公司在现场就可做动平衡,对机电设备、电厂汽轮机、发电机、风机、水轮机、大型电动机等做现场动平衡,无需回厂,现场就可消除因动平衡失衡造成的各种振动。
通过现场动平衡仪分析造成振动原因,如频谱分析、倍频分析、轴心轨迹分析、相位分析等,还可对各设备进行诊断发生振动的原因,运行设备的健康状况做分析,明确设备的运行状况。我公司有的消振团队,技术能力与诸多电厂处理汽轮机振动、风机振动等,业绩优良并得到好评。
动平衡优点可行性:
现场动平衡校正能够及时地正确地对各类异常状态故障状态做出诊断,可以预防和消除故障,对设备的运行进行必要的指导,提高设备运行的可靠性、安全性和有效性,一期把设备故障损失降低到低水平。设备的大出力设计能力,延长使用期限和使用寿命,降低设备周期检修费用。
振动设备故障诊断
在振动预测性维修项目中,不仅是帮助掌握相关运行设备的使用监测,更重要的是有足够的能力和丰富的经验去帮助客户有效地掌握振动分析技术,故障诊断等。我司的工程人员进行振动数据的采集和分析,判断问题所在消除。
- 动平衡,动平衡校正,动平衡试验,风机校正
- 工业机械维修
- 陈经理
推荐信息
-
 南通风机动平衡风机动平衡,现场动平衡,汽轮机动平衡
南通风机动平衡风机动平衡,现场动平衡,汽轮机动平衡 -
 连云港风机动平衡风机动平衡,现场动平衡,汽轮发电机动平衡
连云港风机动平衡风机动平衡,现场动平衡,汽轮发电机动平衡 -
 廊坊风机动平衡,现场动平衡,汽轮发电机动平衡
廊坊风机动平衡,现场动平衡,汽轮发电机动平衡 -
 伊犁风机动平衡风机动平衡,现场动平衡,汽轮发电机动平衡
伊犁风机动平衡风机动平衡,现场动平衡,汽轮发电机动平衡