辽宁铁岭工业饲料颗粒机,造粒机






- ¥24500.00
- 2024-11-04 06:25:02
- 饲料颗粒机,造粒机,制粒机,压粒机
- 王文健 13953459908
- 山东双鹤机械制造股份有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
正确的操作与保养颗粒机:
1.环模和压辊间隙的调整对于新的环模和压辊间隙的调整,应使环模和压辊的高点有轻微接触,压辊达到“似转非转”的状态。如果是在工作状态中进行调整,可适当加大环模和压辊的压力,但一定要适可而止。环模和压辊的间隙过大,压辊不能转动,造成堵机。环模和压辊的间隙过小,会加大环模和压辊的磨损,负荷加大,严重的会造成环模和压辊的损坏。要及时检查环模和压辊的间隙,少每四个工作小时检查一次。在调整各个压辊时,注意各个压辊的调整方向,应使各压辊相对于造粒机轴的力矩和为零,从而使造粒机免受不对称力的影响。
2.保养颗粒机。每班次应做班前检查,检查各传动部件、仪表、阀门,加注润滑油Jg采用锂基润滑油,并清除铁器上的铁屑。
3.正确安装或更换环模和压辊。一般是新模配新辊,旧模配旧辊,以使环模和压辊的表面形状接近仿形状态,环模和压辊的各个局部的间隙大致相同。这样整个环模受力和出料都十分均匀,可提高生产效率。
在造粒结束后,要求用含油的物料压入模孔,以模孔不被腐蚀,对于碳钢环模的保养要更加仔细。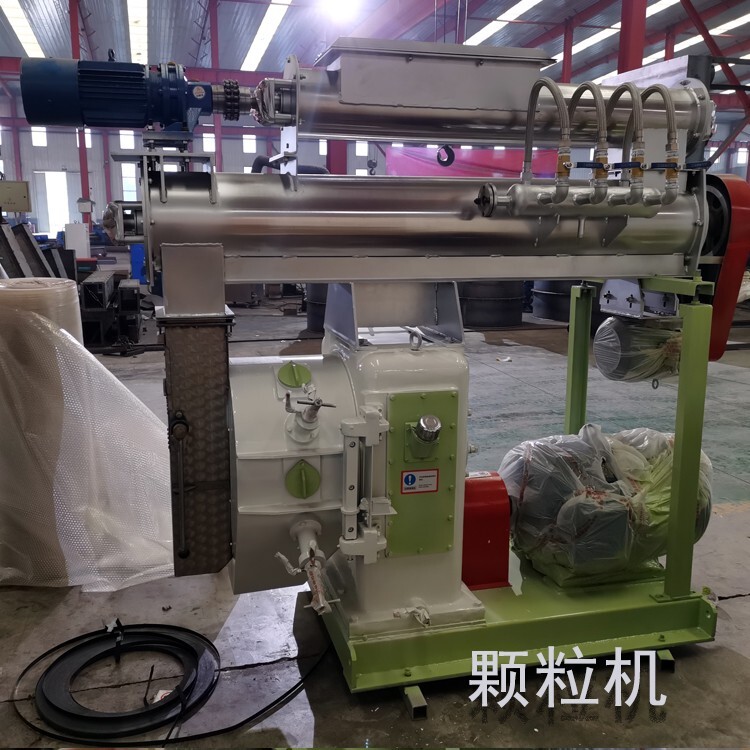
秸秆饲料颗粒机磨盘与压辊之间的合理间隙:
1.间隙过大对制粒的影响:
压辊与模具间隙过大时,制粒的压制区料层便会增厚。使压制区的压力加大,主电机电流增高。压辊运转的阻力增大,产生压辊打滑和猪饲料颗粒机振动现象,使制粒产量下降,有时还会不出粒。
2.间隙过小对制粒的影响:
压辊与模具间隙过小时,压辊与模具直接接触,产生机械磨损,严重影响使用寿命。环模导向口会因压辊壳的机械性磨损而变形,使模孔进料困难,制粒产量逐渐下降,后导致制粒困难,甚至停产。
3.那么猪饲料颗粒机压辊与模具的间隙多大才合适?
一般正常的压辊与模具间的间隙:应调整到人工转动环模一周,有分四分之一工作面能带动辊壳运转,或是断续带动,这样的间隙才能符合制粒要求。
家用饲料颗粒机部件使用时需要注意的问题:
一、压辊轴及两头衬套:在安装颗粒机压辊前,应检查颗粒机压辊轴两头以及衬套地磨损情况;,要检查压辊主轴是否松动;主轴于偏心轴之间的间隙不超过0.3mm,依环模于压辊之间的间隙能均衡稳定.压辊于环模之间的间隙,是靠调隙轮来调整和固定的,如调隙轮齿槽磨损,锁紧螺丝有滑牙等情况时应及时更换,防止因颗粒机模辊间隙在生产中自行放大,而造成的产量下降、电流增高、甚至堵机的发生。
二、喂料刮刀的磨损或安装的不规范,会使环模和压辊的压制区喂料不均匀.后造成环模工作面磨损不均匀(高低不平),模孔放大不一致,造成后果是:1.颗粒料的粗细差别很大;2.环模寿命降低;因此要经常检查颗粒机喂料刮刀地磨损情况和调整角度,如磨损严重应及时更换.3.制粒产量下降;
三、主轴间隙过大:间隙过大会使环模运转时有跳动和压辊摆动现象,造成模辊间隙难易恒定,挤压区的压力不稳定,影响制粒效率,增加堵机的机会。
挑选颗粒饲料机要注意哪些方面:
一.颗粒饲料机老企业。颗粒饲料机老企业已经经过了历史的沉淀和工艺,形成了自己的固有格式,质量与效果已经得到验证,是放心选择的前提。
二.颗粒饲料机的资质。不少企业缺乏颗粒饲料机的生产资质,以次充好、假冒,终的结果是让用户上当受骗。
三.颗粒饲料机的工艺。在颗粒饲料机的选择中,合理工艺能够减少颗粒饲料机的使用与维护费用,保障饲料加工的生产效果和连续运营。
四.颗粒饲料机的配置。颗粒饲料机的配置不同,决定着颗粒饲料机的价格差距很大。赝品之所以便宜,很大程度上是减少了颗粒饲料机的有效配置。
五.颗粒饲料机的易损件保障。假冒伪劣、以次充好的颗粒饲料机不能易损件的良好材质和热处理硬度与热处理均匀度,不能保障易损件的使用与供应,不能颗粒饲料机的连续运转。
六.颗粒饲料机的售后服务。这是用户使用的保障。假冒伪劣、以次充好的的颗粒饲料机本身就存在很多问题,指望这些设备的厂家提供售后服务或者技术指导,就是蜀道难,难于上青天。
颗粒饲料有诸多优点,概括起来有5个方面:
,制粒过程中,在水、热和压力的综合作用下,使淀粉糊化和裂解,纤维素和脂肪的结构有所改变,有利于畜禽充分消化、吸收和利用,提高了饲料消化率。经蒸汽高温杀菌,减少饲料霉变生虫的可能性,并改善饲料的适口性。
第二,营养全面,动物不易挑食,减少了营养成分的分离,每天供给营养均衡的饲料。
第三,颗粒料体积减小,可缩短采食时间,减少畜禽由于采食活动造成的营养消耗;易于饲喂,节省劳动力。
第四,体积小,不易分散,在任意给定空间,可存放更多产品,不易受潮,便于散装储存和运输。
第五,在装卸搬运过程中,饲料中各种成分不会分级,保持饲料中微量元素的均匀性,以免动物挑食。
颗粒机主要结构:
1、喂料器介绍喂料器由调速电机、减速器、绞龙筒体和绞龙轴等组成。调速电机与电磁调速控制器配合使用,通过JDIA型电磁调速电机控制器即可改变其输出转速。喂料减速器采用摆线针轮减速器,其减速比为1:10,与调速电机直联,进行减速,使喂料绞龙的有效转速控制在 12~120rpm之间。
2、调质器简介调质器主要由调质轴、桨叶、筒体、减速器和电机等组成。桨叶角度可调,它既起输送作用又起搅拌作用。筒体上开有进汽孔,由蒸汽管送来蒸汽通过此孔进入调质器,与饲料进行混合,对饲料进行调质,有利于制粒。调质轴可从筒体左端抽出,以便清理、检修以及调整叶片角度。
3、压制室简介颗粒机的压制室的主要部件由环模、两个压辊、喂料刮刀、切刀、以及模辊间隙调节螺钉等组成。压制室的结构和工作原理:饲料通过环模罩和喂料刮板,将粉状饲料送入两个压制区,空轴传动轮带动压模旋转,饲料被卷入压模和压辊之间,两个相对旋转件对饲料逐渐挤压,饲料被挤入环模孔,在模孔中成形,并不断向模孔外端挤出,再由切刀把成形颗粒切成所需要的长度,后形 成颗粒料流进入下道工序。
4、主传动箱介绍主传动箱主要由主动齿轮(齿轴)、被动齿轮(大齿轮)、主轴、空轴以及箱体、轴承等组成。电机通过联轴器带动主动齿轮,再经与被动齿轮啮合减速带动空轴旋转,空轴端连接传动轮,传动轮通过螺栓和键与压模固定,使其旋转。主轴左端是压辊和刮板的固定支座,右端有过载保护装置,当有硬质异物进入压制区或物料流量过大时,环模与压辊间的压力超过正常工作压力,即主轴受扭矩超过正常扭矩,从而传递给安全销的剪切力超过其强度的极限,这时安全销会自动折断,主轴带动 安全销座旋转,触动行程开关,切断电源而停机。
- 饲料颗粒机,造粒机,制粒机,压粒机
- 饲料颗粒机
- 王文健



