



上海欣宇线性振动摩擦机保养,振动摩擦机模具
| 供应商 | 东莞市欣宇超声波机械有限公司 店铺 |
|---|---|
| 认证 | |
| 报价 | 面议 |
| 关键词 | 欣宇线性振动摩擦机,上海线性振动摩擦机,工业线性振动摩擦机,欣宇线性振动摩擦机 |
| 手机号 | 13724594868 |
| 总监 | 何小姐联系时请一定说明在黄页88网看到 |
| 所在地 | 凤岗镇五联村丽珠工业区1栋 |
| 更新时间 | 2024-10-09 15:46:27 |
详细介绍
设定佳焊接条件
每一次只改变一种参数,这样就能判断此参数所产生的效果
检查塑件在治具中是否到位,是否有磨损或裂开等情况。每次放产品都应对准,如产品的方向没对好,焊接效果将不稳定
每次改变好是以恒定的比率改变,如 20%。如当前的焊接时间为 1.00 秒,如果焊接不完全,可将焊接时间提高到 1.20 秒。如果溢料过多,减少到 0.80 秒
塑件应采用相同的注塑模生产。每个样件都应选择佳的焊接条件以便于同一注塑模而成的其他塑件进行焊接
检查塑件,设备无法纠正无问题的塑件
设定合格的焊接质量标准,合格的标准包括焊缝、强度、水平度、气密、溢料等,根据此标准来检验产品的焊接质量
安装治具时,注意事项
上治具
拧紧全固定螺丝
使用扭力扳手.
规定转力(Torque) : 100Nm.
上治具螺丝拧紧完,螺纹连接部长度要大概20 ~ 24mm,尽量使用合适的螺丝。
下治具
拧紧全固定螺丝
使用扭力扳手
振动板螺丝孔的固定螺丝连接部完成时,用螺旋钳的话,可能会断上治具固定螺丝。
上治具固定时,请注意拉力(Torque)
固定螺丝破损现象
不会调整频率
焊接时,频率不正常
焊接品质不好
发生噪音
治具替换后,作自动谐振
使用治具时,注意事项
治具重心安装工作台面的中心
不使用欣宇超声波制作的治具时,请先联络欣宇超声波确认设定条件
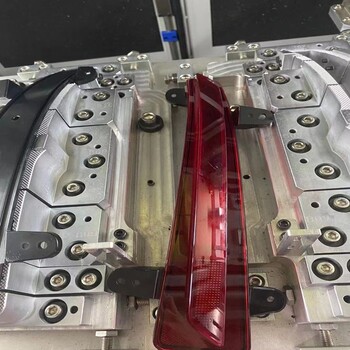
振动摩擦焊接机是通过在施加压力的状态下将线性振动能传递到热塑性塑胶产品的上下接触面,使之产生位移摩擦,所产生的摩擦热将产品完整的焊接在一起。
焊接过程分 4 个阶段
初期摩擦阶段
不稳定熔融阶段
稳定熔融阶段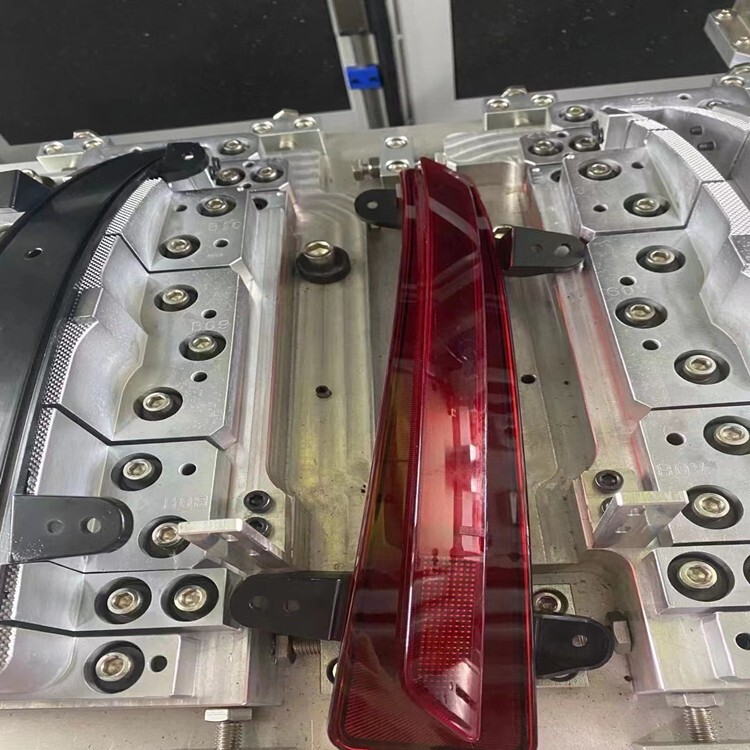
焊接周期短
适用几乎所有的塑料产品
线性震动摩擦焊接
一步焊接成型
焊接过程:线性震动摩擦,运动面熔层形成,固定面熔层形成,冷却保压
强制摩擦过程中会产生少量的颗粒(这在很大程度上取决于所用的材料)
每种不同的塑料在摩擦的过程中在焊接面达到佳熔点
带红外线预热的线性震动摩擦焊接
焊接过程: 红外线预热,震动转换,运动面熔层形成,固定面熔层形成,冷却保压
根据设定参数,固定夹具面几乎可完全“跳过”
有了这个附加功能,倾斜区域也可成功地焊接,摩擦中的固体颗粒也可以完全避免
预防保修
日常保养 -油位检查
AMP功能检查
紧急停止功能检查
后门及控制部门关闭状态
隔音门自动功能检查
周保养
检查升降台轴承
检查油压部冷却风扇
气动及油压路线检查
检查振动部有无松动螺栓
月保养
升降台轴承加润滑油
全面清理和清洁设备
检查油压滤清器
年保养
每年检查两次油压马达
启动3000 ~ 4000小时后,清洗油箱,及替换油压油
轨迹式摩擦熔接,能有效控制相对加工物在紧密的模具内作圆形轨迹的焊接加工,相较于线性摩擦原理,在圆形加工物上无法充分焊接圆周任一角落。
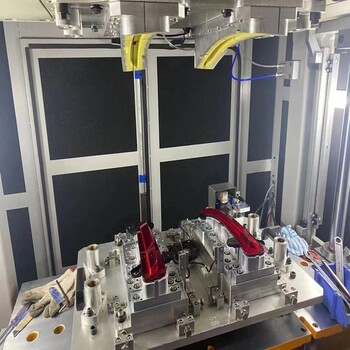
高刚性机身结构与整体封装的外罩,配合吸音隔离噪音组装,能有效抑制加工时的抖动与高噪音分贝。
精密线性滑轨的加工模具,使得加工成品上下错模减少,达到验收值。
不须位的加工模具,省去模具质量与配重的技术门坎。
针对如PP、尼龙、塑钢等添加玻纤材质能有效焊接。
关键词:欣宇线性振动摩擦机,上海线性振动摩擦机,工业线性振动摩擦机,欣宇线性振动摩擦机