泰州堆叠散热器厂家,堆叠散热器厂家
接下来,我们将解释如何加工铝挤压、摩擦和动平衡。铝挤压加工是通过控制摩擦工作的有效距离来控制总摩擦力的大小。加速摩擦速度会降低阻力,相对出料速率也会增加,但其准确性会降低。相反,很难控制质量,因此,在铝挤压加工中,需要考虑摩擦阻力和出料速率,以良好的平衡,否则会影响散热器fin整齐度和塑造性。
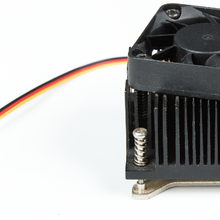
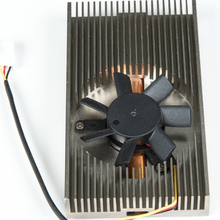
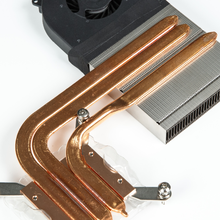
堆叠系列,外观看起来和铝挤压散热器一样,但小观察仍有很大的不同
另外,热管理技术与动力电池形状相适配,行业内各企业发展路线相似,液冷因经济性好、效果较佳呈现主流趋势。由于相变材料在效果上更具前景,因此关注度高、技术不断更新,商用进程也可期待。值得一提的是,大模组/无模组的发热更集中,电池散热从模组外散热或者单纯液冷板设置变为更关注内部电芯散热,CTP技术和刀片电池均在电芯间设置散热管道,Z向堆叠的CTP技术采用了侧边散热,圆柱形电池采用了“扇贝管”散热以更好地适应形状。
在实践中,散热器一词是指许多设备中的任何一种,其中流体通过暴露的管道(通常带有翅片或其他增加表面积的方式)循环,尽管这些设备往往主要通过对流传递热量,并且在逻辑上可能是称为对流器。术语对流加热器和对流器是指热源不直接暴露的一类设备。由于家庭安全和热水器的供应使温度保持相对较低,与对流相比,辐射效率低下。对流加热器的工作方式也与电散热器不同,因为它们的散热方式不同。
热水踢脚线散热器由铜管组成,铜管具有铝翅片以增加其表面积。这些传导锅炉系统使用传导将热量从水中传递到金属散热器或对流器中。散热器设计用于加热房间内的空气,使用对流将热量从散热器传递到周围的空气。他们通过在底部吸入冷空气,在空气通过散热器翅片时加热空气,并在顶部排出加热的空气来做到这一点。这会在房间内建立空气运动的对流循环。如果散热器从上方或下方被阻塞,则空气流动被阻止,加热器将无法工作。踢脚线供暖系统有时配有可移动的盖子,以允许居民按房间微调供暖,就像中央空调系统中的空气调节器一样。
模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以模具芯部温度与外部温度的均匀。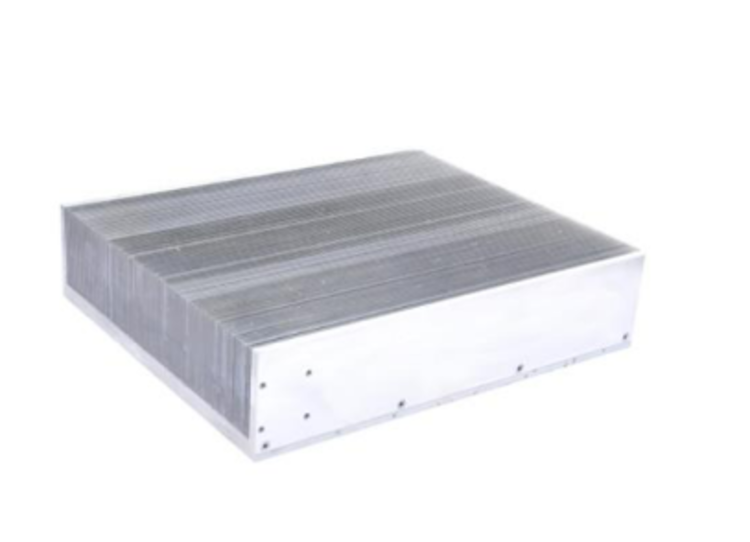
试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。