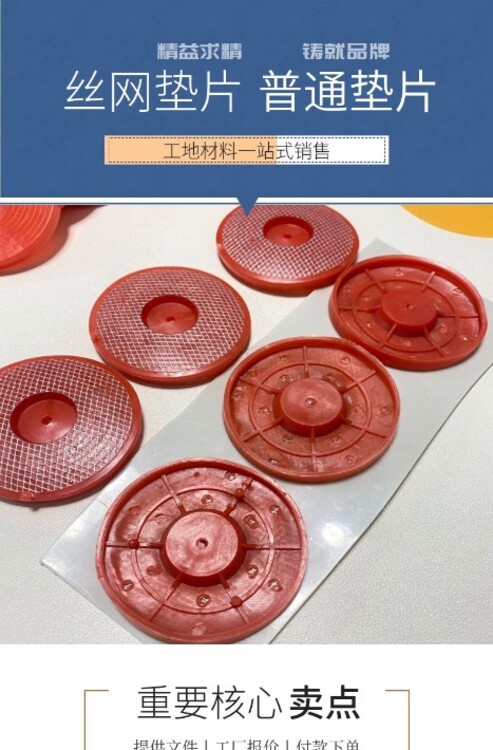
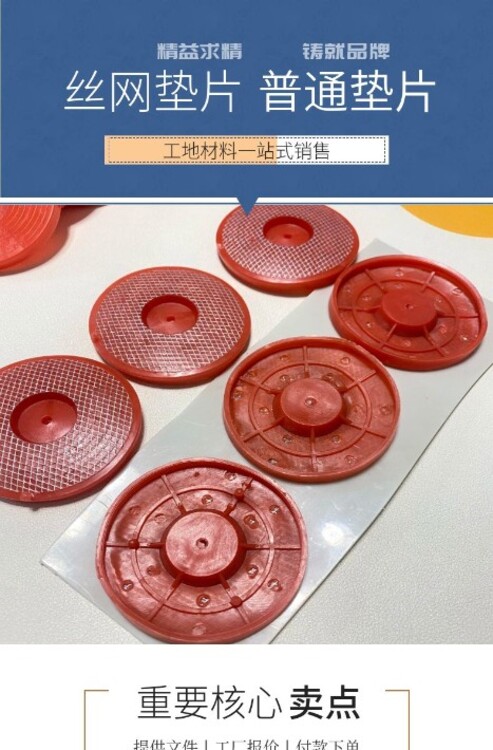
1.2mm虹吸防水卷材土工膜热熔垫片
隧道eva防水板热熔垫片铺设基底无渗水、淤泥、积水、有机物残渣和有可能造成环境污染的有害物质基底拐角处应圆滑,圆弧半径不小于500mm。 室外气温5℃以上,风力4级以下,无雨、雪。 根据现场丈量情况,土工膜进行裁切,并逐片编号。
pvc防水板热熔垫片铺设流程:
土工膜施工流程按上图执行
ECB防水板热熔垫片施工程序:
1)根据现场丈量情况裁割、编号的土工膜块顺序运抵现场相应位置。
2)检查铺设区域雨每片膜的编号是否一致,确认无误后,运膜就位,立即用砂袋(或者填有沙袋的轮胎、混凝土块,以无尖锐棱角为原则)临时锚固。
3)检查膜片的搭接宽度,以不小于80mm为准。
4)在填埋区坡脚、拐弯、边坡交汇处等特殊部位铺设施一时、要检查土基在拐弯时的圆滑顺接、不能出现负坡。
5)铺膜时应尽量放松、避免因过紧使土工膜出现悬空状态。
6)在铺设时应避免人工折皱。
7)根据当地气温变化幅度、现场地形和土工膜的特性预留土工膜的伸缩变形量。
8)在拐角及畸形地段,应尽量缩短接缝长度,除特殊要求外,在坡度大于1:6的斜坡上,距坡顶或应力集中区域1.5m范围内,不应有水平夹角小于45°的接缝。













eva阻燃防水板热熔垫片焊接:
现场焊接土工膜可采取以下步骤
1)用干净纱布擦拭焊缝搭接处,做到无水、无尘、无垢:土工膜应平行对正,适量搭接。
2)根据当时当地气候条件,调节焊接设备至工作状态。
3)在调节好的工作状态下,做小样焊接试验,试焊接Im长的PE土工膜样品。
4)采用现场撅拉检验试样,焊接不被撕拉破坏、母材被撕裂认为合格。
5)现场撕拉试验合格后,用已调节好工作状态的热合机逐幅进行正式焊接。
6)用挤压焊接机进行T字划结点补疤合特殊结点的焊接土工膜现场联接应符合下列规定:
1焊接形式采用双焊缝搭焊
2主要焊接T具宜采用白动调温(调速)电热楔式双道塑料热合机,热熔挤压焊接机,也可采用高温热风焊机。塑料热风焊枪可作局部修补用辅助工具。
土工膜现场联接应符合下列规定
1)根据气温和材料性能,随时调整和控制焊机工作温度、速度,焊机工作温度应为200-300℃。
2)焊缝处土工膜应熔结为一个整体,不得出现虚焊、漏焊或超量焊。
3)出现虚焊、漏焊时,切开焊缝,使用热熔挤压机对切开损伤部位用大于破损直径一倍以上的母材补焊。
4)焊缝双缝宽度宜采用2xlOmm
5)T字型接头宜采用母材补疤,补疤尺寸可为500mmx500mm疤的直角修圆。
6)焊接中,及时将己发现破损的土工膜裁掉,并用热熔挤压法焊牢。
7)焊接的土工复合膜搭接平展、舒缓。









