湖北小型角钢打孔切断一体机天马机械厂邢台




1/6
- ¥3600.00
- 2024-11-07 02:20:23
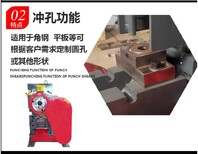
- 角钢打孔切断一体机
- 李经理 15632963200
- 任县天马机械制造厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
操作者离开机床时停车,再开车时,要检查各部位手柄的原位置应无变动。 7) 不准剪切叠合板料,不准剪切压不紧的狭窄板料和短料。 8)两人或多人协同作业时,有一人统一指挥,动作一致。 9)入料时,手指离开刀口200mm 以外,小件要用工具。三、异常及紧急情况的处理
停机后续工作 1关闭电源,清理工作场地。 检查设备,确保设备状态完好,按要求进行日常维护保养。 冲剪部位 1、冲孔部位 冲孔部位缺料装置配有大范围的可视窗,旋转设计便于操作,两块较大的带标尺的挡料板作为标准配件。快速换膜的螺母及螺套便于更换上下模
角钢切断机防止偏心打击 1.经常调整压机导轨、滑块和模具的导柱、导套间隙,防止偏心打击。 2.剪切机床除了要注意调整上下刀片的间隙外,还要注意使用好压料板,这可避免剪料过程中因反弹、错移造成刀具刃口崩裂。 3.冲裁时尽量应用定位装置:定位面板,冲孔定位盖板等,减少偏心冲裁的可能性。
- 角钢打孔切断一体机
- 冲床
- 李经理
任县天马机械制造厂为你提供的“湖北小型角钢打孔切断一体机天马机械厂邢台”详细介绍



