中药粉螺旋输送机密封无尘,绞龙输送设备



- ¥5000.00
- 2024-11-05 02:10:41
- 螺旋输送机,绞龙输送设备
- 韦文杰 18738381900
- 河南骄阳机械设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
螺旋输送机的支架也是输送设备中的配套设备,其中支架的焊接工艺也是非常重要的,如果焊接不结实的话,就会影响其使用。下面简单介绍几种焊接方法:
1.引弧
(1)划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定燃烧,
(2)敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法不会使焊件表面划伤,又不受焊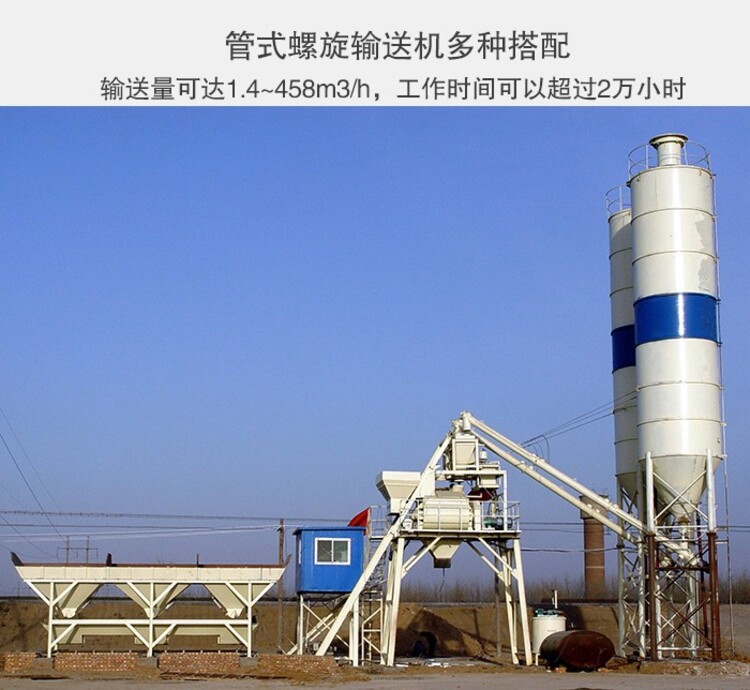
螺旋输送机的转速是决定输送量的关键因素。我们平时都遵循着一个原则,那就是在满足输送量的前提下,我们要尽量降低螺旋输送机的转速。因为当螺旋输送机的转速超过一定的极限值时,物料收到的离心力很大就会适得其反,把物料抛出去。使之克服了其处理粘性粉尘易形成筒壁粘结的问题,提高了加湿机的适应性,扩大了 单轴粉尘加湿机的应用范围。
螺旋输送机进、出料装置有进料口,方型出料口,手推式出料口,齿条式出料口四种。由用户在使用现场在机体上开口焊接。布置进、出料口 位置时应注意料口至端部的距离,同时避免料口与吊轴承加油杯、机壳联接法兰、底座等相碰。
驱动装置有ZQ系列减速器+Y系列电动机,YTC齿轮减速电机两种。
螺旋输送机的倾斜角度对于螺旋输送机输送过程的生产率和功率消耗都有影响,一般它是以一个影响系数的形式来体现的。螺旋输送机输送能力将随着倾斜角度的增加而迅速降低的,同时,螺旋输送机布置时倾斜角度也将影响物料的输送效果。另外倾斜角度的大小还会影响填充系数,倾斜角度越大,允许的填充系数越小,螺旋输送机的输送能力越低。因此,在满足使用条件的前提下,螺旋输送机尽量避免倾斜布置,而好采用水平布置;若工艺需要采用用倾斜布置,为了提高输送效率,倾斜角度也不宜太大,一般倾斜角度β=10°~20°。若不能满足要求,可采用多级倾斜布置,以减少损耗。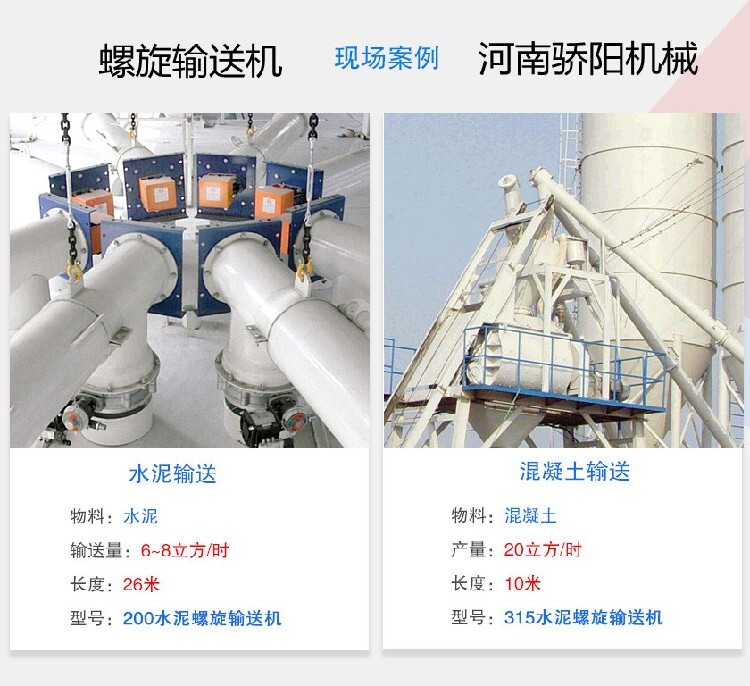
螺旋输送机的驱动功率,是用于克服在物料输送过程中的各种阻力所消耗的能量。主要包括以下几个部分:①使被运物料提升高度日(水平或倾斜)所需的能量:②被运物料对料槽壁和螺旋面的摩擦所引起的能量消耗:③物料内部颗粒间的相互摩擦引起的能量消耗;④物料沿料槽运动造成在止推轴承处的摩擦引起的能量消耗;⑤中间轴承和末端轴承处的摩擦引起的能量消耗。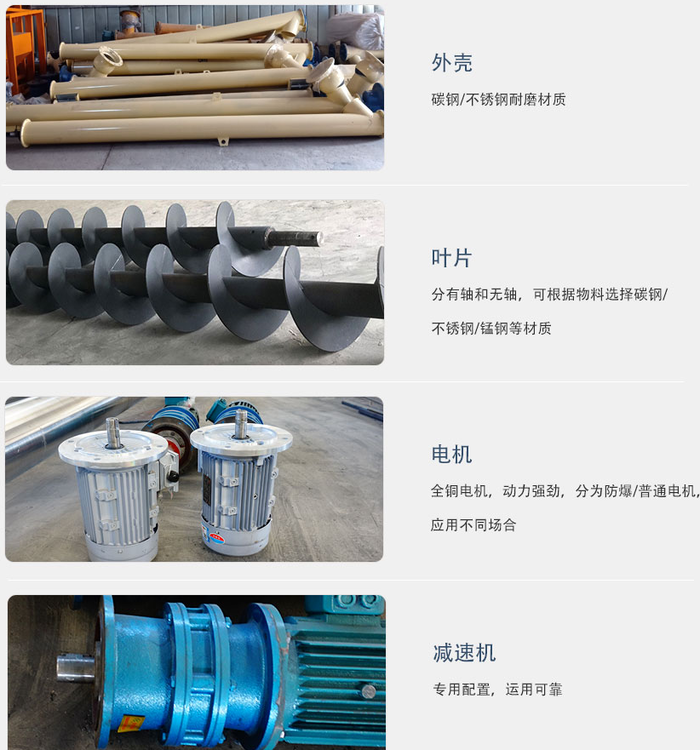
螺旋输送机用于能规则地控制和连续输送粉状和小块状物料,如粮食、饲料、煤粉、水泥、熟料、复混肥、砂、谷类、煤块、石子等。 螺旋输送机的结构简单新颖、 维修方便、技术指标、横截面尺寸小,密封性能好,操作安全方便,便于中间装、卸料;中间吊轴承采用滚动式或滑动式两种结构,均设 防尘、密封装置,操作维修方便。
- 螺旋输送机,绞龙输送设备
- 螺旋输送机
- 韦文杰



