精铣发动机缸盖用cbn立方氮化硼刀具BN-S300生产可代替进口刀片





- 面议
- 2020-01-13 10:26:03
- 其它
- 聚晶立方氮化硼
- cbn刀片,立方氮化硼刀片
- 陕西
- 崔女士 15617638511
- 郑州华菱超硬材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
铣削是生产制造发动机缸体的重要工序,在发动机缸体制造中,良好的表面粗糙度和平面度质量,都是制造商需要满足的要求。
然而随着成本的日益增加,制造商的利润越发减少,为了即产品质量,又能获得较高的利润,制造商需要可靠的刀具及解决方案。
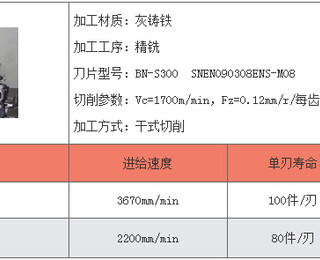
发动机缸体的主要材质是灰铸铁,而灰铸铁硬度低,一般刀具就可实现铣削加工,但不能很好的实现高速铣削功能,超硬刀具BN-S300可实现率、加工。
高速铣削发动机缸体的理想选择是CBN立方氮化硼刀具,华菱超硬很早就开始研发灰铸铁高速车削/铣削刀具,打破了国外CBN刀具在高速切削灰铸铁领域的垄断局面,尤其是铣削刀具方面更为。
华菱超硬针对铣削有特的CBN刀具牌号BN-S300,粗铣时,大切深提高生产效率,精铣时,高速铣削,减小吃刀深度,较高的光洁度。
如精铣发动机缸体时采用BN-S300牌号,线速度达到1700m/min,进给速度为3670mm/min,和某欧系品牌CBN刀具相比,不仅单刃寿命高,而且刀具单价低廉,即了产品质量,又降低了生产成本。
铸造缺陷的灰口铸铁件如何加工?
灰铸铁件如铸造缺陷比较严重,则直接报废。但更多的是存在小的铸造问题,可能铸造过程中出现一些问题,后导致一批零部件硬度较高,或者出现夹砂,气孔等缺陷。面对以上问题,传统刀具不太适合加工此类工件。
我司华菱超硬,作为生产立方氮化硼刀片的生产厂家,专为高硬度难加工材料提供刀具产品及解决方案。自成立以来,有很多灰铸铁制造商找到我们帮助其解决问题。
针对不同工序,华菱超硬会推荐其选择不同的刀具产品,如粗加工推荐使用BN-S300牌号,属于整体聚晶立方氮化硼刀片,不仅可加工高硬度灰铸铁件,而且可以大余量加工,提高生产效率,其抗冲击韧性较好。针对精加工工序,推荐其使用BNK30牌号,小余量的车削可较高的光洁度和平行度。
如制造商想要更耐磨的产品,华菱超硬刀具工程师会推荐其使用BN-S300牌号,属于整体聚晶立方氮化硼刀片,其度高,抗冲击韧性好。
备注:BN-S300牌号属于不带中心孔的整体式立方氮化硼刀片,需要配置的压板式超硬刀杆,需要先确定刀杆的刀方和角度,进行配刀,可一站式配齐。
- cbn刀片,立方氮化硼刀片
- 刀具夹具
- 陕西
- 崔女士
- 其它
- 聚晶立方氮化硼
- 3~70mm
- 否
- 否
- 铣床
- 铣削刀具
精铣发动机缸盖信息
-
 隔音屏声屏障,吸音声屏障,隔音墙消音声屏障¥ 54
隔音屏声屏障,吸音声屏障,隔音墙消音声屏障¥ 54 -
 直销PVDF711法国阿科玛面议
直销PVDF711法国阿科玛面议 -
 十堰猪场自动刮粪机加工面议
十堰猪场自动刮粪机加工面议 -
 深圳奔驰GLC改装KW-V3竞技舒适两用避震¥ 1
深圳奔驰GLC改装KW-V3竞技舒适两用避震¥ 1 -
 菏泽沉降板现货///值得选购¥ 55
菏泽沉降板现货///值得选购¥ 55 -
 宁波余姚缺水地区打井-宁波余姚哪里有打井的面议
宁波余姚缺水地区打井-宁波余姚哪里有打井的面议



