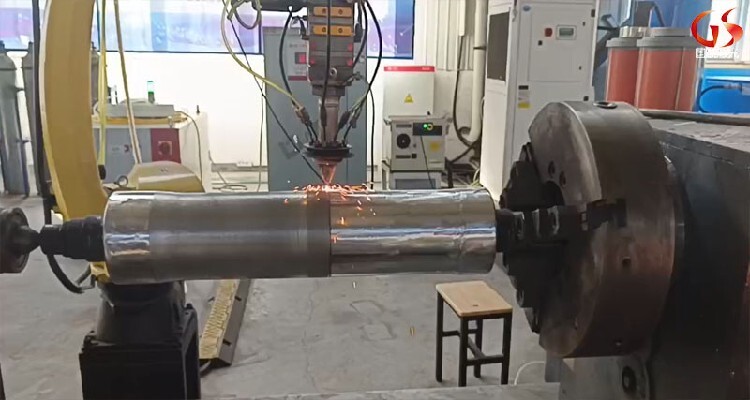
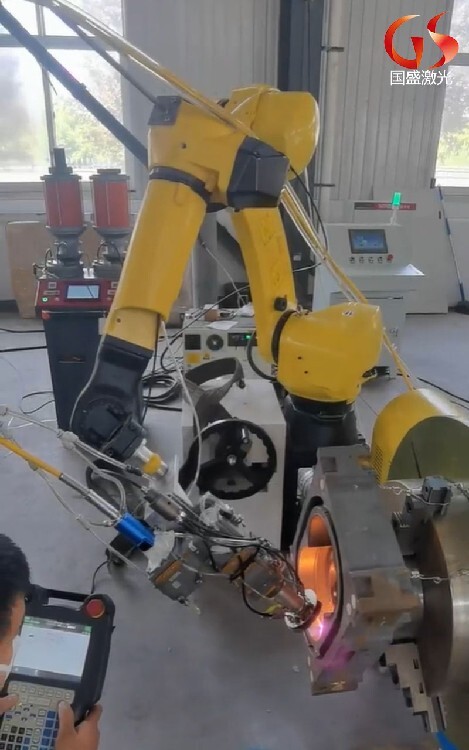
贵州安顺激光熔覆加工






1/6
- ¥450000.00
- 2024-11-02 10:39:50
- 补焊
- 交流
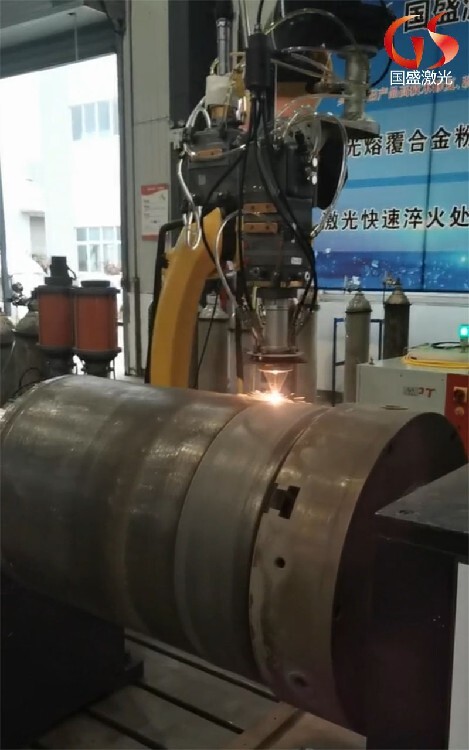
- 激光熔覆
- 段总 17392761868
- 西安国盛激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
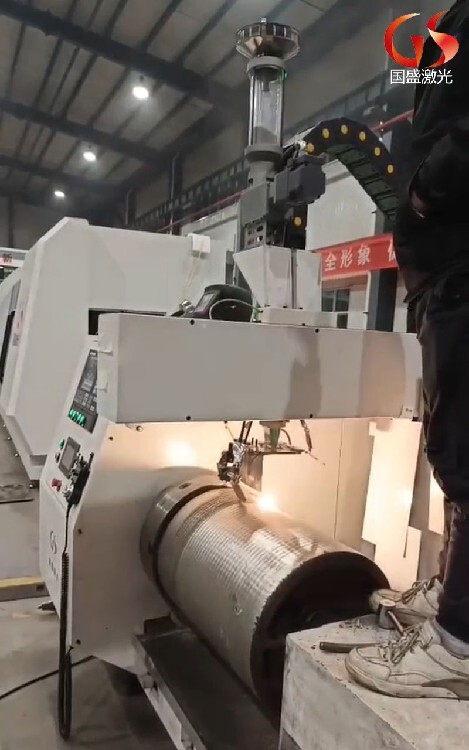
聚焦光斑圆形光斑、方形光斑夹持长度3000mm控制方式工控机+3轴控制系统冷却方式 智能双温双控,20-40℃激光器半导体/光纤激光器主轴转速0-100r/min卡盘直径500mm激光功率6000-12000W卡盘与尾座之间载重>2T送粉方式同轴负压气载式送粉激光波长 900-1100nm
内壁激光熔覆技术的优点1、提高生产效率:通过激光熔覆,可以在金属表面获得均匀的、厚度较薄的熔覆层,熔覆后的零件可直接进行热处理、焊接或机加工,不必进行其它的表面强化处理,从而可以节省大量的原材料和劳动力。
2、提高材料利用率:在相同条件下,激光熔覆与传统粉末熔覆相比,其金属熔覆层材料的利用率提高了20%~25%。
3、提高零件使用寿命:激光熔覆技术在金属表面上可以获得具有高硬度、高耐磨性、高抗腐蚀性能的新涂层,可使零件的使用寿命延长10~20倍。
4、改善表面质量:由于熔覆过程中无熔池形成,表面质量好。

高速激光熔覆过程中影响加工的八大参数
1、激光功率:单位时间内激光器输出的能量。高速激光熔覆一般采用KW级激光器,如LT-3KW、LT-4KW等,市场应用广泛,能够满足大部分领域的需求。
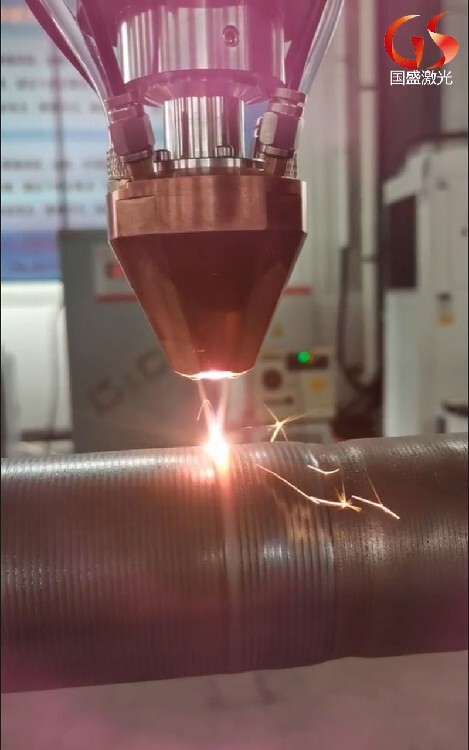
2、光斑形状:光斑形状是影响熔覆质量的一个重要因素,光斑形状由激光器的光学系统决定。激光光束从送粉器射出后,经过扫描系统,再到基板上,在不同的位置形成不同的光斑。光斑形状直接影响着熔覆效果和成形质量。常见的光斑形状分为圆形和矩形两种,用户根据加工对象的特点选择使用。
3、光斑大小:光斑大小是指光束被扫描到基板表面的面积。激光熔覆过程中,激光能量聚集在熔覆层的中央,然后通过辐射向周围发散,光斑大小主要影响光功率密度,即单位面积的光能。相同功率条件下,光斑尺寸越小,光功率密度越大,高功率密度光斑适用于高包层。熔点金属粉末。
4、 加工距离:也叫搭接率,是指激光熔覆时,激光束从熔池中吸收热量所需的距离。激光熔覆过程中,光斑距离是影响熔覆质量的重要因素。在实际加工中,当光斑距离在3-5 mm范围内变化时,熔覆层质量良好,因此光斑距离一般控制在3-5 mm。
5、搭接率:搭接率是指熔覆金属粉末与基板的搭接率。搭接率是影响熔覆层表面粗糙度的一个重要参数。熔覆材料与基板之间的搭接率越大,越容易获得粗糙度较低的熔覆层表面。
光斑直径增大时,激光束能量密度提高,熔池受热变宽,熔化速度加快,在基板上产生较多的小孔。
搭接率提高,熔覆层表面粗糙度降低。但搭接部分的均匀性很难得到。每道熔覆层之间相互搭接区域的深度与每道熔覆层正中的深度有所不同,从而影响了整个熔覆层。高速熔覆的搭接率高达70%-80%(普通熔覆的搭接率为30%-50%)。
6、熔覆速度:熔覆线速度和熔覆面积率都可以表示熔覆速度。实测中物力拓高速激光熔覆线速度为20m/min-50m/min,熔覆厚度为0.2-0.6mm时,熔覆效率为0.6-1.2平方米/小时。
7、送粉方式:高速激光熔覆中的送粉器是激光熔覆质量的关键。高速激光熔覆的送粉方式主要有环形送粉和中心送粉。中心送粉比环形送粉粉末利用率高,但设计难度大,需要用圆环围住横梁。送粉管一周。目前市场上有很多圆形送粉应用。
8、保护气体压力:高速激光熔覆过程中,基体与熔覆材料之间很容易氧化,熔覆材料中含有的氧化物,会导致基体材料表面发黑、发暗、变硬,严重影响了工件表面质量。为避免熔覆材料氧化,需对工件进行保护。高速激光熔覆可在保护气体下进行,一般采用氮气或氩气作为保护气体,主要用于送粉,在激光熔覆池周围形成保护区域,减少氧化。
评判激光熔覆层的熔覆效果,主要从两个方面:
一、宏观上,检查熔覆道的形状、表面粗糙度、裂纹、气孔及稀释率等;
二、微观上,检查是否形成了良好的结构,是否能提供所需的性能。
此外,还应确定表面熔覆层化学元素的种类和分布,并注意分析过渡层的状况是否为冶金结合,必要时进行质量寿命检测。
如何检验激光熔覆效果:
1、熔覆的工件是否有裂纹、气孔;
2、熔覆工件熔覆后的表面粗糙程度;
3、是否获得低稀释率的良好涂层,并且涂层成分和稀释度是否可控;
4、快速熔覆时,工件的变形是否降低到零件的装配公差内;
5、送粉器送粉的稳定性和熔覆层的均匀性可是一致性;
6、粉末利用率可在范围内;
激光熔覆在模具领域应用工艺
激光熔覆技术在模具领域应用的基本工艺流程为:模具表面检查及维修方案确认→模具表面油污清理→根据硬度要求选择合理的涂层及加工参数→熔覆加工→模具加工后表面修复并在交货前进行检验。各工序的步骤及注意事项为:
1、模具表面检查及保养计划确认
检查模具是否有裂纹、拉伤、凹坑,加工位置是否为平面或R角。根据不同问题确定修复方案,对需要处理的地方进行适当打磨。
2、模具表面油污的清理
用清洗液清洗,去除水垢、油渍、油脂和油漆等,提高表面熔覆效果。
3、根据硬度要求选择合理的涂层和加工参数
根据维护计划和客户要求选择合适的功率、焦距、光斑和镀膜(例如铸铁使用铁机粉)。
4、包覆加工
涂料通过设备均匀铺展,激光器发射激光束,激光束经内部透镜折射作用于加工表面,使涂料层与基材表面形成完整的冶金结合。
5、处理后模具表面修复
钳工对熔覆表面进行研磨、抛光,确保模具间隙和表面粗糙度符合要求。
6、交货前检验
检查处理后的硬度和表面粗糙度是否满足客户的要求,如果不符合要求,重做。
激光熔覆技术的特点:
1、涂层结构均匀、细化、缺陷率低;
2、涂层硬度高,可达50~62HRC,具有优良的耐磨性和耐腐蚀性;
3、涂层与基体之间存在冶金结合,结合强度高;
4、根据不同情况,涂层厚度可达0~10mm;
5、涂层材料可以是金属和合金,也可以是金属陶瓷;
6、基材为各类钢和铸铁,也可以是其他金属和合金材料;
7、可形成由基层、中层、外层组成的成分和硬度梯度涂层;
8、基材热影响区小,热变形小;
激光熔覆技术优点:
1、稀释率较低;基材上热影响区小;
2、与基体形成冶金结合,结合强度达95%以上;
3、熔覆层与基体均匀,无粗大铸造组织;
4、熔覆层及其界面结构细小,晶粒细小;
5、无空洞、夹杂裂纹等缺陷;
6、激光加工时基材表面仅轻微熔化,激光加工后不存在热变形;
7、熔覆层与基底润湿性好,结合强度高,易于实现自动化;

激光熔覆修复工艺流程主要包括以下几个步骤:
1、表面处理:将缸筒内壁表面清洗干净,去除表面的污垢、氧化皮等杂质,露出金属基体。
2、涂层制备:在缸筒内壁表面涂覆一层一定厚度的金属或非金属涂层,以提高缸筒的耐磨、耐腐蚀等性能。
3、激光熔覆:将高能激光束作用于涂层表面,使涂层表面迅速熔化、凝固和形成一层与基体材料不同的合金层。
4、后处理:对缸筒内壁进行必要的后处理,如冷却、打磨等,以使缸筒达到佳性能。
激光熔覆修复的优势:
1、抗腐蚀性能好:由于激光熔覆修复所形成的合金层具有较高的抗腐蚀性能,因此可广泛应用于各种腐蚀性环境中。
2、抗磨性能好:由于激光熔覆修复所形成的合金层具有较高的硬度和良好的耐磨性,因此可延长缸筒的使用寿命。
3、耐高温性能好:由于激光熔覆修复所形成的合金层具有较好的高温稳定性和抗高温氧化性能,因此可在较高温度下使用。
4、工艺简单:激光熔覆修复工艺简单,操作方便,可快速完成修复,提高生产效率。
随着科技的不断发展,激光熔覆修复技术将会不断完善和发展,相信激光熔覆修复技术将会得到更加广泛的应用和发展。
内孔激光熔覆修复的应用场景:
1. 石油工业:修复油井钻杆、抽油杆等内孔磨损或腐蚀的部位;
2. 化工行业:修复管道、阀门、反应釜等设备内孔磨损或腐蚀的部位;
3. 能源领域:修复核电站管道、锅炉等设备内孔磨损或腐蚀的部位;
4. 航空航天:修复发动机叶片、燃烧室等高温部件内孔磨损或腐蚀的部位;
5. 汽车制造:修复发动机缸体、曲轴等内孔磨损或腐蚀的部位。
总之,内孔激光熔覆修复技术是一种具有广阔应用前景的表面工程技术。虽然仍存在一些挑战和限制,但随着技术的不断发展和完善,相信它将会在未来的工业领域中发挥更加重要的作用。

激光熔覆修复技术是一种利用高能激光束对材料表面进行熔化和再凝固的过程。通过控制激光束的能量和形状,可以在材料表面形成一层具有特定性能的新材料。这层新材料与基材之间形成冶金结合,具有的机械性能和耐腐蚀性,能够有效修复闸门的磨损和损伤。
一、水电闸门激光熔覆修复原理
激光熔覆修复技术主要利用激光束的高能量密度,将熔覆材料迅速加热至熔化状态。同时,激光束与基材表面相互作用,产生强烈的热效应,使基材表面薄层也迅速熔化。熔化的熔覆材料和基材在激光束的作用下实现冶金结合,形成一层新的、具有性能的熔覆层。熔覆层能够恢复闸门的尺寸精度,提高表面硬度、耐磨性和耐腐蚀性,从而延长闸门的使用寿命。
二、水电闸门激光熔覆修复步骤
1、表面处理:需要对闸门表面进行清理,去除油污、锈迹等杂质,确保表面干燥、清洁。然后,对表面进行预处理,如打磨、喷砂等,以提高表面粗糙度和增加熔覆层与基材的结合力。
2、熔覆材料选择:根据闸门的材质、工作环境和修复要求,选择合适的熔覆材料。熔覆材料应具有良好的耐磨性、耐腐蚀性、高温性能等。
3、激光熔覆设备调试:根据闸门尺寸和形状,调整激光熔覆设备的参数,如激光功率、扫描速度、熔覆材料输送速度等,确保熔覆过程稳定、可靠。
4、激光熔覆修复:将熔覆材料放置在闸门表面,启动激光熔覆设备,使激光束按照预设的路径和速度在闸门表面进行扫描。在激光束的作用下,熔材料迅速熔化并与基材实现冶金结合,形成一层新的熔覆层。
5、后处理:熔覆完成后,对修复区域进行冷却、清理和打磨,去除多余的熔覆材料和表面不平整部分,使修复区域与周围表面平滑过渡。后,对修复区域进行质量检测,确保修复质量符合要求。
三、水电闸门激光熔覆修复优势
1、修复精度高:激光熔覆修复技术能够实现的修复,恢复闸门的尺寸精度和表面性能,提高闸门的工作效率和安全性。
2、修复速度快:激光熔覆修复过程快速、,可以在短时间内完成大面积的修复工作,缩短维修周期,降低维修成本。
3、修复质量稳定:激光熔覆修复技术能够实现冶金结合,形成的熔覆层与基材结合牢固,不易脱落或开裂,修复质量的稳定性。
4、修复效果好:激光熔覆修复技术可以恢复闸门的表面性能,如硬度、耐磨性和耐腐蚀性,提高闸门的使用寿命和可靠性。
总之,水电闸门激光熔覆修复技术是一种的修复方法,具有许多优点和广阔的应用前景。它的出现为水电闸门的维修和再制造提供了新的解决方案,也为水利工程领域的其他设备修复和再制造提供了有益的借鉴。随着技术的不断进步和应用范围的扩大,相信激光熔覆修复技术将在未来的水利工程中发挥更加重要的作用。
- 激光熔覆
- 激光焊机
- 段总
- 补焊
- 交流
- 金属
- 脉冲
西安国盛激光科技有限公司为你提供的“贵州安顺激光熔覆加工”详细介绍