陕西SPR铆钉,奔驰路虎维修SPR铆钉厂家





- ¥0.60
- 2024-10-15 17:33:35
- SPR铆钉
- 廖经理 17621707427
- 科沃迪机电设备(上海)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
SPR(Self-Piercing Riveting)自冲铆接技术作为一种新型连接工艺,广泛应用于汽车车身制造中。阐明SPR工艺研究的难点和铆接的变形过程,归纳总结国内外关于SPR的相关研究现状,探讨接头质量的评价指标及方法,探究未来SPR工艺研究的方向和研究,并列举SPR工艺在汽车工业与其他领域中的应用。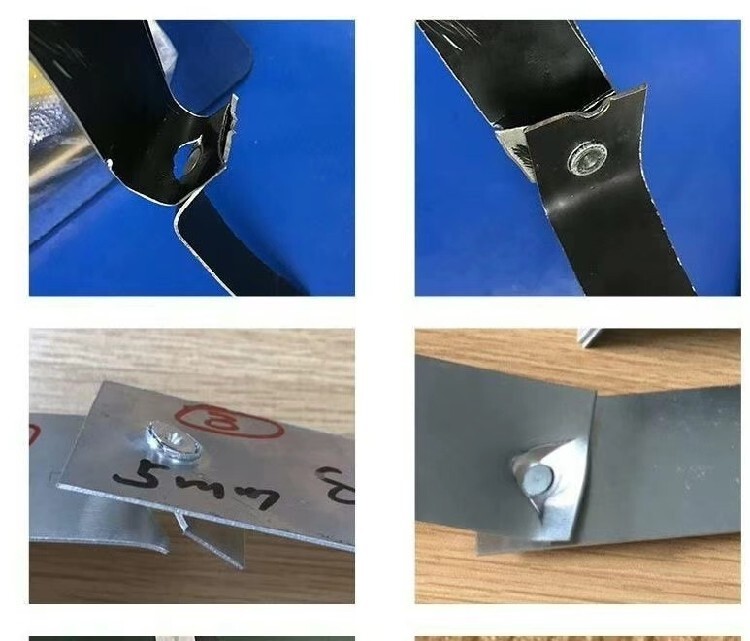
1)铆接设备的核心部位是冲头和凹模,铆钉形状的设计直接决定了接头的结合形式。当需连接的板材选定时,如何选取铆接设备和工艺参数使其达到佳匹配效果是主要的难点。
相关文献提出了板材-铆钉-模具的顺序设计思路,在重复大量的试验基础上,定量地阐述了铆接过程中主要工艺参数制定的原则,涉及到板材的选取,铆钉、冲头和凹模的设计计算。该设计体系较为特别,是目前国内研究中普遍认可的设计思路。
过优化铆接过程中工艺参数,理论上可以得到需要的接头质量和连接强度。关于工艺参数的研究主要包括:铆钉腿部直径和长度、凹模直径和凸台高度、板材强度和排列顺序、冲压载荷和速度等对接头质量和连接强度的影响。自冲铆接工艺试验影响因素众多、难以量化,相关文献构建了自冲铆接工艺参数的评价指标体系,建立了比较矩阵,确定了各项评价指标的权重。并采用试验数据验证评价方法的正确性,得出自冲铆接工艺参数重要度排序。
铆接接头截面形貌如图3所示。其中,底切量、底部厚度和剩余厚度是评价铆接质量和连接强度的主要评价参数。底切量是指铆接完成后,铆钉腿部外边缘到被铆钉剪断的上层板的下边缘点的水平距离。底切量越大,铆钉腿部嵌入下层板越深,铆钉与下层板所形成的机械互锁程度越高,铆钉接头的连接强度就越高。底部厚度是指铆钉腿部到下层板底部的轴向厚度。剩余厚度为铆钉腿部内侧下层板薄处的厚度。底部厚度和剩余厚度用来评价下层板在铆接后的强度和密封效果,数值过小说明下层板强度不足,可能会产生裂纹。
- SPR铆钉
- 铝铆钉
- 廖经理