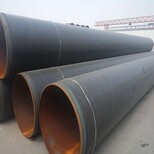
DN4002pe钢管防腐节约施工成本




- ¥32.00 ≥ 1㎡
- 2024-11-06 04:38:24
- 12 mm
- 三层pe防腐钢管,3pe防腐管,3pe防腐钢管,..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数








在3pe防腐钢管生产前,先启动浇涂室的循环水泵电机,冷却水管各阀门开关,控制冷却水的大小,避免水流过速造成对防腐涂层的冲击对涂层的外观造成影响对原始焊缝应进行X射线或超声波检验或进行抽查水压实验P=2St/螺旋焊管的生产是基本上在同一工况条件下的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序热轧带钢机组轧制工艺具有一系列的优点,具有生产管线钢的冶金工艺能力,例如,在输架上装有水冷却以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性

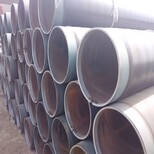
产品用途和特点:螺旋埋弧焊钢管均采用双面自动埋弧焊工艺,产品具有承高压、重量轻、安装方便、规格等优点,被广泛用于石油、天然气、煤气、供水、化工、电力等工程,也可以用于建筑结构,桥梁构件和地基打桩等工程 根据管径的大小及温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不得60℃,这样确保熔结环氧涂层固化将管坯的两个边缘加热到焊接温度后,在辊的下,形成共同的金属晶粒互相渗透、结晶形成牢固的焊缝,螺旋钢管若力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果力过大,将会使熔融状态的金属被挤出焊缝,不但了焊缝强度,而且会产生大量的内外毛刺,会造成焊接搭缝等缺陷

钢管知识:345B钢管Q345,是不做冲击;Q345B级,是20度常温冲击;Q345C级,是0度冲击;Q345D级,是-20度冲击;Q345E级,是-40度冲击,在不同的冲击温度,冲击的数值也有所不同激励与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励的大小,从而达到16Mn直缝钢管控制焊接温度的目的从焊接工艺而言,螺旋焊管与直缝钢管的焊接一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,了产生裂纹的可能性
- 三层pe防腐钢管,3pe防腐管,3pe防腐钢管,..
- 防腐钢管
- 贾经理
- 12 mm
- 黑色
- Mpa
- 12 m
- Q235B
- 其它
- 螺旋焊管
- 426*12
- 本厂
推荐信息
-
 外径1620大口径3pe防腐螺旋螺旋钢管3pe环氧防腐管道防水、防腐、耐老化
外径1620大口径3pe防腐螺旋螺旋钢管3pe环氧防腐管道防水、防腐、耐老化 -
 DN9003pe防腐保温螺旋钢管3pe防腐保温钢管厂家欢迎来电咨询
DN9003pe防腐保温螺旋钢管3pe防腐保温钢管厂家欢迎来电咨询 -
 外径273大口径3pe防腐螺旋钢管天然气防腐无缝钢管宏科华自产自销
外径273大口径3pe防腐螺旋钢管天然气防腐无缝钢管宏科华自产自销 -
 外径529外3pe内ep防腐螺旋钢管3pe加强级防腐直缝钢管厂家宏科华
外径529外3pe内ep防腐螺旋钢管3pe加强级防腐直缝钢管厂家宏科华