海南PE钢丝网骨架聚乙烯复合管



- 面议
- 2024-07-03 07:51:40
- PE钢丝网骨架聚乙烯复合管
- 姚海伟 13821868277
- 天津宝利众诚管业有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
生产过程:
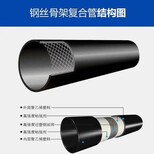
钢丝网骨架塑料聚乙烯复合管:在基础的PE芯管上以左右螺旋钢丝缠绕成网状骨架,并且用性能改性PE树脂将芯管、钢丝层及外包覆PE层结合为一体。
钢骨架PE管:先,将经向和纬向的钢丝焊接成管形网状结构,随后经挤出机与PE复合成型。
钢丝网骨架管缺陷:
由于内衬钢丝网没法对接热熔,需选用特殊的热熔接头联接,提升了施工预算成本费,并且管材与热熔接头相接处由于刚度较高非常容易破裂。因此 适合用在山地和土层偏硬的地域,而土层过松或水分含量较高的地块尽量减少应用。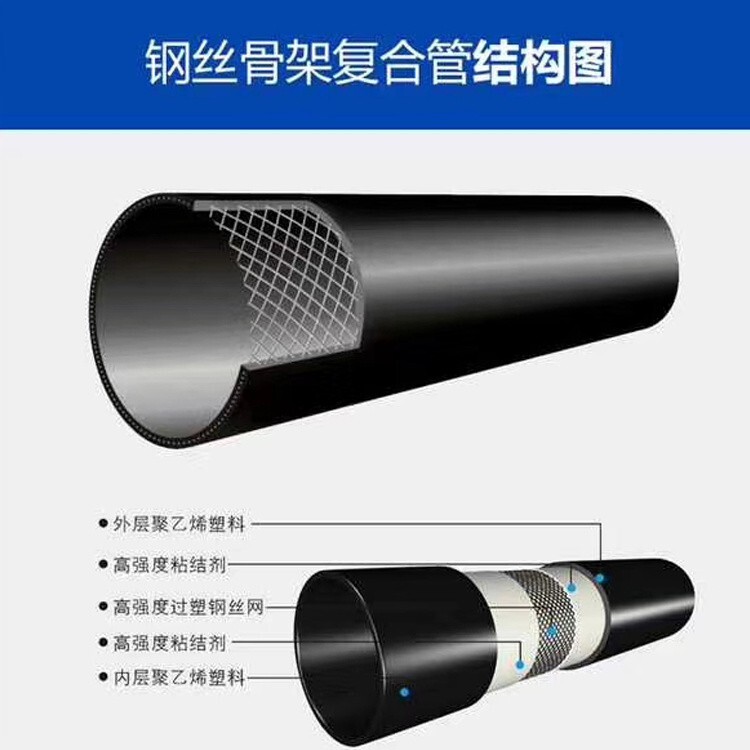
产品特点:
抗蠕变性能好,持久机械强度高。
耐温性能好。
刚性,耐冲击性好,尺寸稳定性好,又有适度柔性,刚柔相济。
热膨胀系数小。不会发生快速开裂。钢,塑两种材料符合均匀可靠。
双面防腐。
自示踪性好。产
品结构性能吊证方便灵活。电熔接头,品种多样,安装十分快捷可靠。
钢丝网骨架具有超过塑料管的强度、刚性、抗冲击性,类似于钢管的低线膨胀系数和抗蠕变性等优点,具有与塑料管相同的防腐蚀性能,且温度和耐腐蚀性能高,导热系数低。耐磨性是钢管的4倍,可以节省施工费和人力成本,标准状态下可使用五十年以上。
钢丝网骨架塑料(聚乙烯)复合管的连接方式主要有电熔连接和热熔连接两种。用来实施对电熔管件熔接的设备是电熔焊机,我司提供的电熔焊机是天津正维恒流电熔焊机,型号有HTE-9C和HTE-15C。为了确保电熔焊接质量,施工中主要用到以下几种工具:手提切割机和4寸有齿或无齿切割片,用来调整管材长度,垂直切割管材;角磨机和钢丝轮配合用于打磨管材和管件的熔接面的氧化层(钢丝轮在安装除氧化层前行切断,切断至剩下长度为5~8mm钢丝);粗纱布用于打磨钢丝轮不能打磨的小规格管件;卷尺用于测量管件的承插深度来确定管材需刮除氧化层的区域;油漆笔用来标识管材需刮除氧化层的区域及焊接后标识焊接口的序号、技术人员编号以及焊接的参数;扶正器用于安装管道前扶正管材,便于管道安装,使待焊的管材在同一中心线;手扳葫芦或拉合器是大口径管道进行拉合安装的提力工具;紧线器用于紧固管道,使管道在熔接和冷却的过程中不产生位移。大锤用于装配管件。
把沟槽先按要求挖好,在安装管道前,先准备好电熔焊机、手提切割机、4寸有齿或无齿切割片、角磨机、钢丝轮、卷尺、油漆笔、扶正器等施工机具,以及准备好待焊管材和管件,记住不要过早打开管件的封装。安装管道的步骤如下:切割管材(调整管材长度)→封口→对管材管件熔接面氧化层进行处理→画标识线→装配管件→焊接→冷却及用油漆笔标识焊接口的序号、技术人员编号以及焊接的参数。
钢丝网骨架塑料复合管是一种集钢材与热塑性材料(高密度聚乙烯)优点于一身的新型复合管材, 它具有使用寿命长、操作方便、施工工艺简单、劳动强度小、安全可靠和经济等特点。其钢、塑两种材料以结构复合的方式复合,管材由缠绕并焊接成型的管状钢丝网作为加强骨架镶嵌在热塑性塑料管壁中间,管件加强骨架用薄钢板均匀冲孔后卷筒焊接制成。管道采用电熔和法兰连接两种方式,连接处可达到与管材本体相同的强度。
就熔焊过程中需要的熔化温度和熔焊后的冷却时间而言,电热熔焊后,电熔连接头腔内的管端口对中,不受外力的作用,当冷却后一定时间,才能进行搬运和拆除工装。
电熔套筒与管材之间配合的均匀性,意味着管材连接部位的整个圆周上的熔化温度会均匀提高,并在相同时间达到所需的融化温度。
钢丝网骨架塑料复合管采用长封口连接,即在复合管上注塑一个电熔套筒相同锥度的宽封口,连接时为锥面与锥面相配,具有相同的间隙,使熔焊效果更好。在熔焊前,要打磨熔焊面,也就是套筒内表面及宽封口外表面,去除氧化层。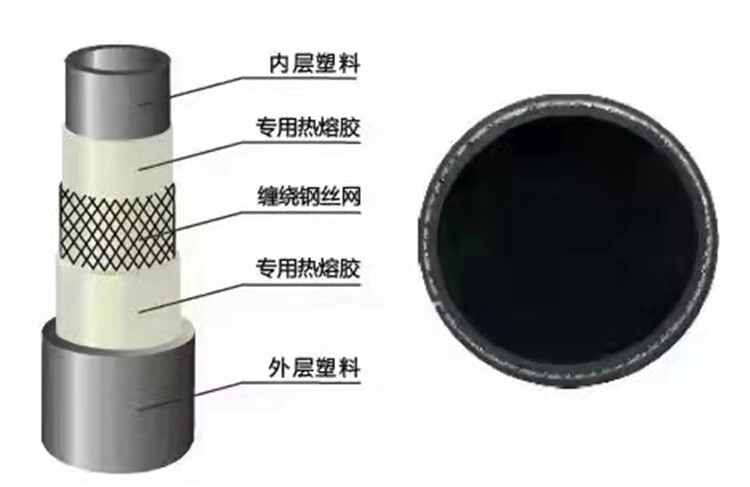
PE钢丝网骨架聚乙烯复合管在地质条件发生变动,外力强行破坏的条件下,发生管壁漏水、管材破裂2和接头渗漏等情况,应根据管道损害程度、部位及破坏原因确实修补方法。先是替换损坏的管材及管件应按照施工敷设要求进行。因管道地基沉降、温度变化、外部荷载变化等外部原因造成的管道破坏,在管道后还应采取相应措施应对外部因素。
管道维修方法有管材、管件电熔、热熔连接的接口漏水时,应切断管材,按施工要求重新对PE钢丝网骨架聚乙烯复合管进行电熔、热熔连接。
- PE钢丝网骨架聚乙烯复合管
- 塑料复合管
- 姚海伟



