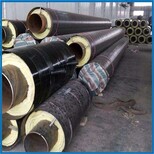
阳泉饮水聚氨酯保温钢管





- ¥158.00
- 2023-06-01 01:03:38
- 6 mm
- 235
- 聚氨酯保温钢管,聚氨酯保温钢管厂家,聚氨..
- 刘经理 15703170555
- 河北国圻管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
热轧无缝钢管一般工艺流程
热轧无缝钢管的生产工艺流程包括坯料轧前准备、管坯加热、穿孔、轧制、定减径、钢管冷缺、钢管切头尾、分段、矫直、探伤、人工检查、喷标打印、打捆包装等基本工序。当今热轧无缝钢管生产一般主要变形工序有三个:穿孔、轧管和定减径,其各自的工艺目的和要求如下。
1穿孔
穿孔是将实心的管坯穿制成空心的毛管,其设备被称为穿孔机:对穿孔工艺的要求是:
(1)要穿出的毛管壁厚均匀,椭圆度小,几何尺寸精度高;
(2)毛管的内外表面较光滑,不得有结疤、折叠、裂纹等缺陷;
(3)要有相应的穿孔速度和轧铡周期,以适应整个机组的生产节奏,使毛管的终轧温度能满足轧管机的要求。
2轧管
轧管是将穿孔后的厚壁毛管轧成薄壁的荒管,以达到成品管所要求的热尺寸和均匀性。即根据后续工序减径量和经验公式确定本工序荒管的壁厚值进行壁厚的加工,该设备被称为轧管机。对轧管工艺的要求是:
(1)将厚壁毛管变成薄壁荒管(减壁延伸)时要荒管具有较高的壁厚均匀度;
(2)荒管具有良好的内外表面质量。轧管机的选型及其与穿孔工序之间变形量的合理匹配,是决定机组产品质量、产量和技术经济指标好坏的关键。
3定减径(包括张减)
定减径主要作用是消除前道工序轧制过程中造成的荒管外径不一,以提高热轧成品管的外径精度和真圆度。减径是将大管径缩减到要求的规格尺寸和精度。张力减径是在前后机架张力的作用下进行减径,同时进行减壁。定减径使用的设备为定(减)径机。对定减径工艺的要求是:
(1)在一定的总减径率和较小的单机架减径率条件下来达到定径目的;
(2)可实现使用一种规格管坯生产多种规格成品管的任务;
(3)进一步改善钢管的外表面质量。
因现如今市场仍充斥着大量低成本生产商,以及中国对16mn冷拔无缝钢管的需求胃纳正在减弱。简评:供应过剩以及中国钢材需求下滑拖累现货铁矿石价格从2011年触及的每吨接近200美元的高位下滑至不足60美元。今年商品价格下滑令人们担心中国经济可能出现硬着陆,工力拓集团(RioTinto)公布的第三季度营运数据。期内完成澳洲西部的基础设施扩充,令铁矿石总产量按年增长12%,至8,610万吨,略低于市场预期的8,700万吨。第三季集团的铁矿石总出货量按年升17%至9,130万吨。首三季铁矿石总出货量按年升11%至2.45亿吨。集团维持全年出货量预测不变,约为3.4亿吨。
小口径精密无缝钢管股份半年亏本4.2亿nbsp;净利同比降249.15%
小口径精密无缝钢管股份8月23日晚间发布2009年半年报。半年报显现,小口径精密无缝钢管股份上半年亏本4.2亿元,净利同比降低249.15%;每股亏本为0.164元,同比降低249.23%;净资产收益率-9.7%,同比降低15.31个百分点。净资产为43.32亿元,同比降低8.84%;每股净资产为1.69元,同比降低8.84%。
小口径精密无缝钢管股份布不得不进行了限产捉住5、6月份精密光亮无缝管好转的时机,完成了单月扭亏。
- 聚氨酯保温钢管,聚氨酯保温钢管厂家,聚氨..
- 螺旋管
- 刘经理
- 6 mm
- 235
- 黑色
- 300-500 Mpa
- 12 m
- Q235B
- 螺旋焊管
- 219*6
- 本厂
饮水聚氨酯保温钢管信息
-
 萍乡过轨热浸塑弯管电话¥ 25
萍乡过轨热浸塑弯管电话¥ 25 -
 德阳天然气用3PE防腐钢管,防腐钢管¥ 126
德阳天然气用3PE防腐钢管,防腐钢管¥ 126 -
 静安消防给水涂塑钢管¥ 168
静安消防给水涂塑钢管¥ 168 -
 酒泉生产DN热浸塑钢管¥ 56
酒泉生产DN热浸塑钢管¥ 56 -
 昌平小口径3pe防腐管型号¥ 128
昌平小口径3pe防腐管型号¥ 128 -
 福建三明消防涂塑钢管厂家¥ 58
福建三明消防涂塑钢管厂家¥ 58









