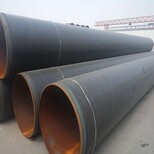
外3pe内8710防腐钢管燃气管道支管3pe防腐钢管3pe防腐钢管制造商




1/6
- ¥30.00 ≥ 1平米
- 2024-11-19 05:51:42
- 12 mm
- 1.8
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数










钢管防腐层制作结束后采用循环水浇涂的进行冷却固定成型,循环水浇涂室对防腐完的钢管进行防腐层表层的冷却时应逐段分次的进行高密度聚E防腐钢管根据主要规范聚与高密度聚为主,维卡软化点定为不小于110℃;外防腐层的厚度按以低、中密度聚为主的来确定,了E防腐层的抗冲击强度

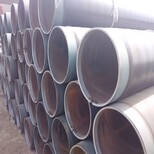
钢管知识:焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经去除钢管的防腐层经冷却水冷却后,管端留头用电动钢丝刷进行管端留头处理,钢丝刷工作面应平整,无凸凹具有优良的耐腐蚀性和比较小的阻力涂塑钢管涂塑层修复1、焊口清理:将焊口内外打磨清理干净;2、伴热带加热:在焊口外层绑缚伴热带,使管材加热到170℃;3、内涂塑:将内涂装置送入管内焊口位置进行涂覆作业;4、外涂塑:拆除伴热带进行外喷涂;5、加热固化:将加热套筒固定于涂层外加热至特定保持合理的时间
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 防腐钢管
- 贾经理
- 12 mm
- 1.8
- 黑色
- 99 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“外3pe内8710防腐钢管燃气管道支管3pe防腐钢管3pe防腐钢管制造商”详细介绍
推荐信息
-
 污水处理厂用防腐钢管给水用涂塑复合钢管加强级3pe防腐无缝钢管
污水处理厂用防腐钢管给水用涂塑复合钢管加强级3pe防腐无缝钢管 -
 沧州防腐钢管厂供应超大口径涂塑钢管3pe内防腐钢管
沧州防腐钢管厂供应超大口径涂塑钢管3pe内防腐钢管 -
 污水处理防腐钢管里外涂塑钢管外3pe内环氧树脂防腐钢管
污水处理防腐钢管里外涂塑钢管外3pe内环氧树脂防腐钢管 -
 给排水防腐钢管国标涂塑钢管无缝管道3pe防腐
给排水防腐钢管国标涂塑钢管无缝管道3pe防腐



