云南石墨电极商家



1/5
- 面议
- 2024-11-17 07:09:56
- 石墨电极,聚兴碳素石墨电极
- 阮训彬 18960522202
- 炭基科技(三明)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
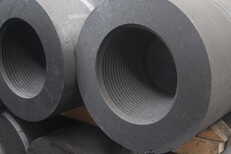
石墨电极根据其质量指标高低,可分为普通功率、高功率和功率,石墨电极所耗电能的较少,节约的单位炼钢电消耗量,节约了生产成本,石墨电极是低消耗和低污染产品,在节能减排环保提倡的今天,具有非常重要的社会意义。 抗氧化涂层石墨电极 表面涂覆一层抗氧化保护层(石墨电极抗氧化剂)的石墨电极。形成既能导电又耐高温氧化的保护层,降低炼钢时的电极消耗(19%~50%),延长电极的使用寿命(22%~60%),降低电极的电能消耗。
随着高新技术的发展,石墨材料的制造工艺不断完善,能满足不同电火花加工需求的石墨材料层出不穷,市场上石墨高速铣削机床应运而生,数控电火花加工机床的石墨放电性能也有了全面的提升。当今,在制造技术的欧洲,模具企业超过90%的电极材料采用石墨。航空航天、汽车、家电、电子等模具已大范围采用石墨作为电极材料,这种显著变化归功于石墨电极可实现率、加工等诸多优势。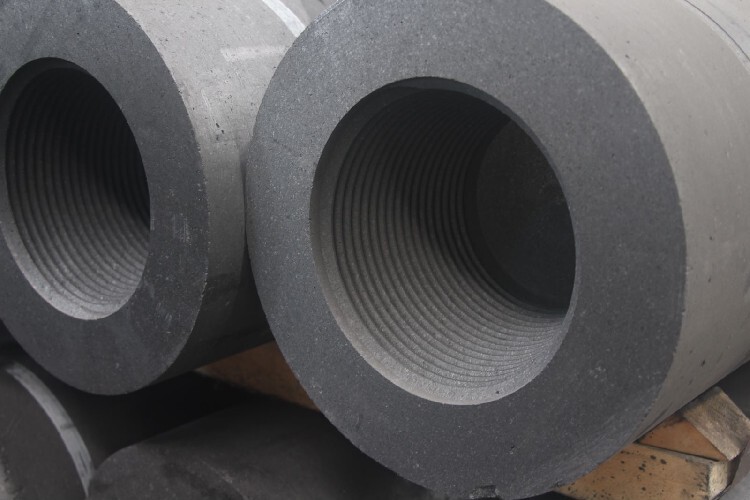
石墨材料的颗粒直径直接影响电火花加工的表面粗糙度,直径越小可获得更低的表面粗糙度值。几年前使用颗粒直径φ5 μm的石墨材料,电火花加工的佳表面只能达到VDI18(Ra0.8 μm),现今石墨材料的颗粒直径已能达到φ3 μm以内,电火花加工的佳表面可稳定达到VDI12(Ra0.4 μm)或者更精细的等级,但石墨电极无法进行镜面电火花加工。铜材料的电阻率较低,组织结构致密,电火花精加工易获得稳定的加工状态,在较困难的条件下也能稳定加工,表面粗糙度可小于Ra0.1 μm,能进行镜面电火花加工。
- 石墨电极,聚兴碳素石墨电极
- 电极材料
- 阮训彬
炭基科技(三明)有限公司为你提供的“云南石墨电极商家”详细介绍