西安定制晶圆理片器价格表






1/6
- 面议
- 2024-10-30 04:32:24
- 晶圆理片器,半导体理片器,晶圆寻边器,晶..
- 张先生 15962404138
- 苏州硕世微电子有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
在许多晶圆的切割期间经常遇到的较窄迹道(street)宽度,要求将每一次切割放在迹道中心几微米范围内的能力。这就要求使用具有高分度轴精度、高光学放大和对准运算的设备。当用窄迹道切割晶圆时的一个常见的推荐是,选择尽可能薄的刀片。可是,很薄的刀片(20µm)是非常脆弱的,更容易过早破裂和磨损。结果,其寿命期望和工艺稳定性都比较厚的刀片差。对于50~76µm迹道的刀片推荐厚度应该是20~30µm。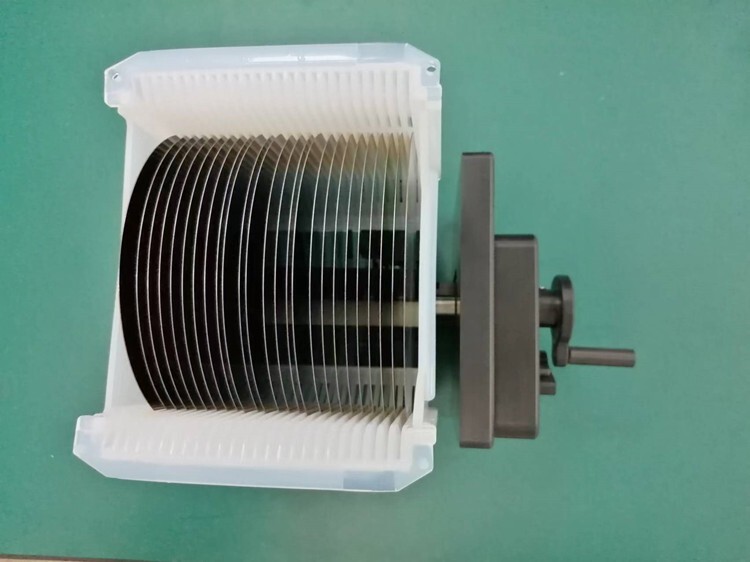
通常,切割的硅晶圆的质量标准是:如果背面碎片的尺寸在10µm以下,忽略不计。另一方面,当尺寸大于25µm时,可以看作是潜在的受损。可是,50µm的平均大小可以接受,示晶圆的厚度而定。现在可用来控制背面碎片的工具和技术是刀片的优化,接着工艺参数的优化。
在切片或任何其它磨削过程中,在不超出可接受的切削质量参数时,新一代的切片系统可以自动监测施加在刀片上的负载,或扭矩。对于每一套工艺参数,都有一个切片质量下降和BSC出现的极限扭矩值。切削质量与刀片基板相互作用力的相互关系,和其变量的测量使得可以决定工艺偏差和损伤的形成。工艺参数可以实时调整,使得不超过扭矩极限和获得大的进给速度。
- 晶圆理片器,半导体理片器,晶圆寻边器,晶..
- 可控硅
- 张先生
苏州硕世微电子有限公司为你提供的“西安定制晶圆理片器价格表”详细介绍


