DN653pe钢管防腐管道批发






1/6
- ¥33.00 ≥ 1平米
- 2024-10-31 00:19:43
- 其它
- 10Mn
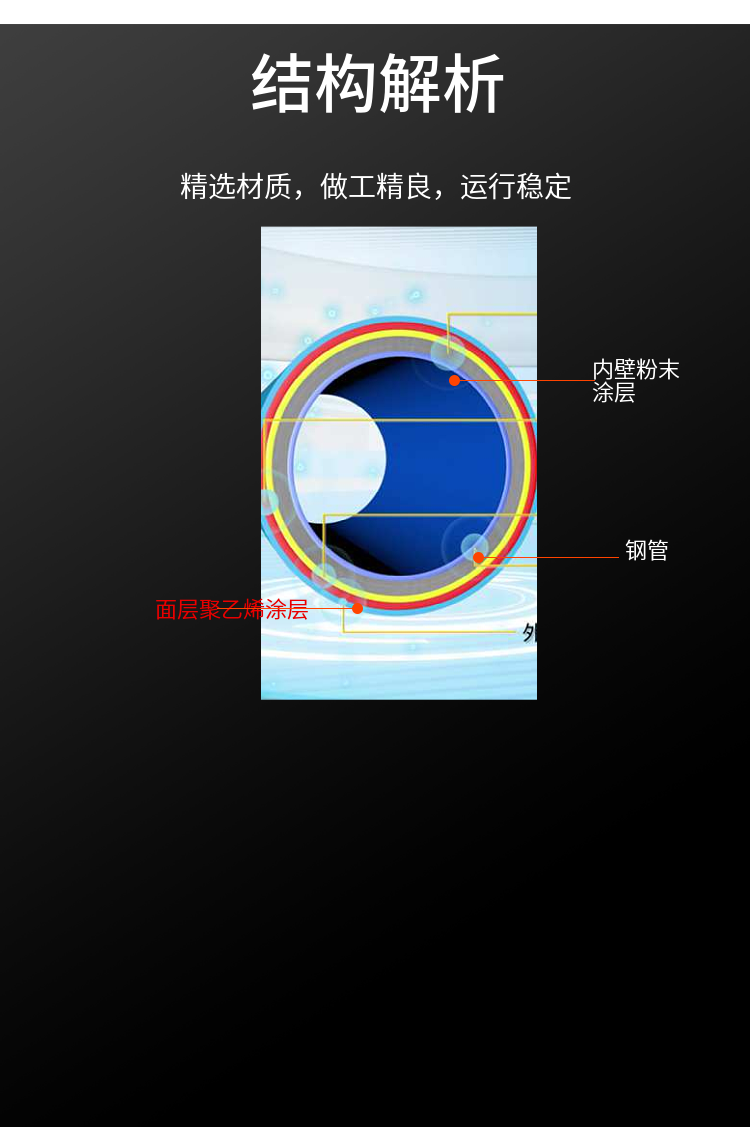
- 3pe钢管 ,三层聚乙烯缠绕防腐管,天然气用..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
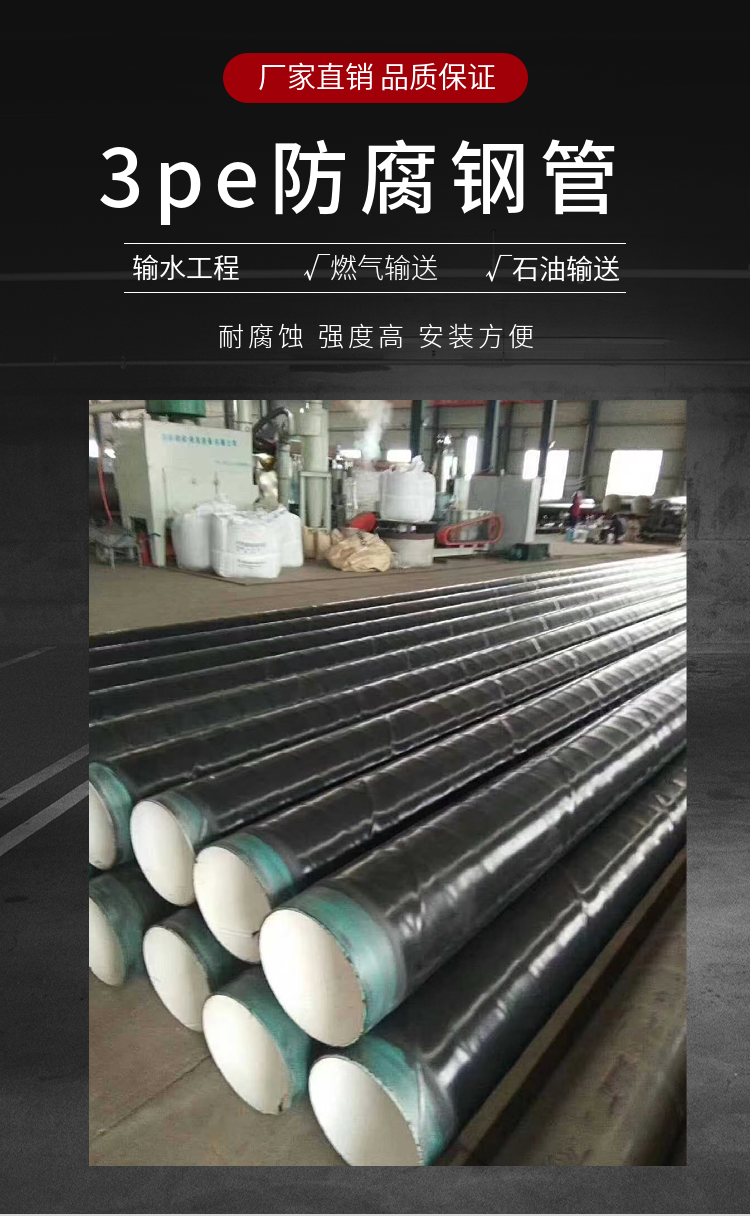





管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求由于生产工艺的,直缝焊管极难实现连续不间断检验,这将使焊接隐患与问题的出现机率,影响将来管线运行的整体工作可靠性

聚材料挤出缠绕到钢管上需要硅胶滚的辊压,这个中不当可能会造成涂层表面出皱褶,另外,聚材料挤出中离开出口模时熔体膜的破裂也会产生类似于皱褶的缺陷,针对皱褶产生的原因相应的控制有胶辊的硬度和压力以及压辊的角度,适当聚的挤出量控制融膜破裂螺旋管的执行承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管

根据管径的大小及温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不得60℃,这样确保熔结环氧涂层固化管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求
- 3pe钢管 ,三层聚乙烯缠绕防腐管,天然气用..
- 无缝钢管
- 贾经理
- 其它
- 10Mn
- 半圆形
- 深加工(冲压、折弯等)
- 优等品
- 其它
宏科华管道装备制造有限公司为你提供的“DN653pe钢管防腐管道批发”详细介绍
推荐信息
-
 外壁3pe无缝防腐管道内壁8710防腐螺旋钢管
外壁3pe无缝防腐管道内壁8710防腐螺旋钢管 -
 外壁3pe防腐内壁ipn8710防腐无缝钢管
外壁3pe防腐内壁ipn8710防腐无缝钢管 -
 外壁外3pe内ep防腐钢管内壁ipn8710饮水用防腐钢管
外壁外3pe内ep防腐钢管内壁ipn8710饮水用防腐钢管 -
 外壁高密度聚乙烯防腐钢管内壁ipn8710防腐直缝钢管
外壁高密度聚乙烯防腐钢管内壁ipn8710防腐直缝钢管