钦州插片散热器现货供应,插片散热器材质



- 面议
- 2024-07-16 08:05:36
- 插片散热器,散热插片器,插片散热器生产原..
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
,在试模高密齿和舌比大的模具时,个铝锭是150-200mm短铝锭或纯铝棒。
二、试模前,在中心线上调整挤压中心、挤、盛锭筒和模座出料口。
三、铝锭在试模和正常生产过程中的加热温度应在480-520℃之间。
四、模具加热温度按常规模具温度保持在480℃上下,直径200mm如果分离模保温超过3小时,平模保温时间不得少于2小时;直径大于200mm以上模具保温4-6小时,确保模具芯温度与外部温度对称。
五、试模或生产前,用清缸垫清洗盛锭筒内胆,检查挤压机空运行是否正常。
矫程中,要认真检查前后变化,操作规范,用力适当,严格产品质量。根据生产计划的要求合理定尺。切割时,锯齿进料速度不宜过快,以免伤到端头。端头夹紧,以去除飞边和毛边。
装篮要规范,包括合理摆放垫条,防止型材损坏。型材时效温度保持在190±5℃,保温2.5-4小时,出炉后进行风冷。
插齿作为传统的大功率散热器生产工艺,传统的铆接方式,但会导致配合间隙、牙齿松动等隐藏的排热风险,我们通过技术创新推出了各种介质连接新工艺,即选择高导热环氧粘接、钎焊、锡焊接,大大提高了排热的可靠性和稳定性,防止了风险。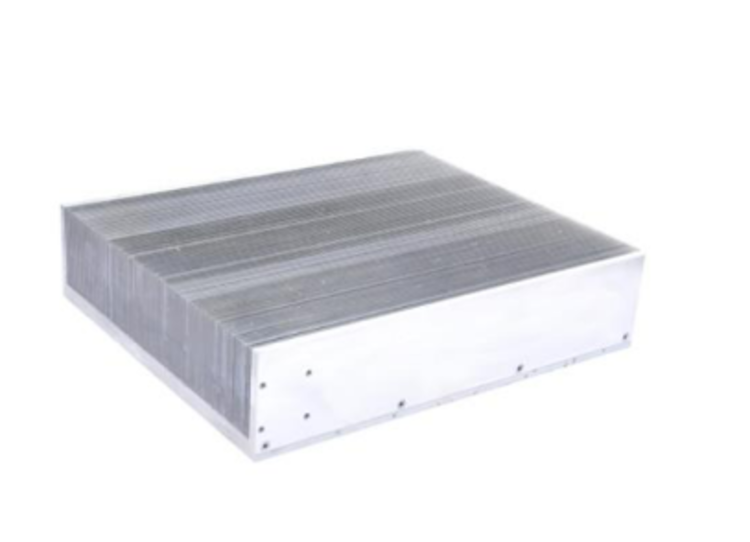
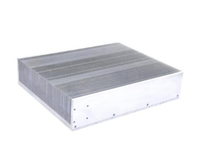
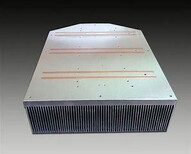
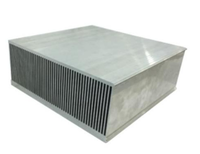
插件散热器产品特点:齿密、齿间小、形状高度、总宽度灵活,适用于不同的使用空间,体积小、重量轻,是大功率设备散热器的理想选择。
插片散热器是一款散热器。插片散热器采用直管推式通胀机进行胀管使得铝型材管壁与衬管都达到塑性变形,回弹后结合紧密、表面光滑、尺寸精度高采用插接组装可达到不漏。因此生产环节没有废品产生减少了能源的浪费。另外组装过程中不需要焊接,对插片散热器表面没有过热影响,节约了大量的人力和能源。
长期使用地暖可破坏人体的循环系统,能够引发一些呼吸道的疾病。由于在地板上面存留着大量的病毒和细菌,在地暖加热的时候,会使它们非常的活跃,引发疾病。采用插片散热器取暖的话,是对流散热加热空气,然后再传递给人体,不会产生上述的现象,为了家人的健康,采用插片散热器取暖是非常合理的方式。
- 插片散热器,散热插片器,插片散热器生产原..
- 散热器元器件
- 唐工



