现场plc控制柜自动化控制电柜水泵变频柜






- ¥1500.00
- 2024-09-16 01:59:23
- TDKZ
- 固定式
- PLC电控柜,变频柜成套,风机变频柜,水泵变..
- 张爱枝 15062196344
- 徐州台自达电气科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
基本结构
1、电源 ;可编程逻辑控制器的电源在整个系统中起着十分重要的作用。如果没有一个良好的、可靠的电源系统是无法正常工作的,因此,可编程逻辑控制器的制造商对电源的设计和制造也十分重视。一般交流电压波动在+10%(+15%)范围内,可以不采取其它措施而将PLC直接连接到交流电网上去。
2、中央处理单元(CPU) ;中央处理单元(CPU)是可编程逻辑控制器的控制。它按照可编程逻辑控制器系统程序赋予的功能接收并存储从编程器键入的用户程序和数据;检查电源、存储器、I/O以及警戒定时器的状态,并能诊断用户程序中的语法错误。
当可编程逻辑控制器投入运行时,它以扫描的方式接收现场各输入装置的状态和数据,并分别存入I/O映象区,然后从用户程序存储器中逐条读取用户程序,经过命令解释后按指令的规定执行逻辑或算数运算的结果送入I/O映象区或数据寄存器内。等所有的用户程序执行完毕之后,后将I/O映象区的各输出状态或输出寄存器内的数据传送到相应的输出装置,如此循环运行,直到停止运行。
为了进一步提高可编程逻辑控制器的可靠性,近年来对大型可编程逻辑控制器还采用双CPU构成冗余系统,或采用三CPU的表决式系统。这样,即使某个CPU出现故障,整个系统仍能正常运行。
3、存储器;存放系统软件的存储器称为系统程序存储器。
存放应用软件的存储器称为用户程序存储器。
4、输入输出接口电路;1.现场输入接口电路由光耦合电路和微机的输入接口电路,作用是可编程逻辑控制器与现场控制的接口界面的输入通道。2.现场输出接口电路由输出数据寄存器、选通电路和中断请求电路集成,作用可编程逻辑控制器通过现场输出接口电路向现场的执行部件输出相应的控制信号。
5、功能模块 ;如计数、定位等功能模块。
6、通信模块 ;工作原理:当可编程逻辑控制器投入运行。
控制柜的设计怎么选择
1、柜型的选择 ;适用于装PLC的柜型,通常选用固定柜,且门板为整门的柜型,如KB柜、九折柜和十六折柜等,不宜选GGD柜、固定分割柜、抽屉柜。因为PLC柜内元件基本上为整板安装,如果采用了柜门分割的柜型,不便于安装和调试。对于GGD柜如果选用时,需做一下非标设计,将仪表门、前门和下通风门合并成一个整门,且柜体框架上取消前后横梁,以便于安装和维护。
2、柜体通风系统设计;柜体通风方案,采用前门下进风上出风的形式,后门不加进出风孔。进、出风口分别装1个通风过滤器来防尘,外形尺寸320mm×320mm,进出风面积约008平米。由于PLC柜内的元件发出的热量较少,采用自然对流的方式即可,如果要加快风速,可在门板上半部的出口过滤器上,加装1个轴流风机,向外排风,柜体的顶盖没有通风孔,装无孔顶盖。
3、行线槽规格的选择 ;行线槽的规格有很多,常用的行线槽宽度为25mm、40mm、60mm、80mm、100mm,高度为40mm、60mm、80mm、100mm,颜色灰色。 选择行线槽的原则通常是根据经过此线槽的线的体积之和(含绝缘层)为线槽容量的80%左右,来选择线槽的规格,余下的空间便于线的散热。计算时可以用截面的关系,即线的截面之和(含绝缘层)为线槽截面的80%左右。 通常大于6平方的线缆,不宜用行线槽来管理线束,但有时为了柜内布置整齐美观,对于特殊的线缆,如网线、元器件的预制电缆等,也放进了行线槽,在装配设计时要特殊考虑,根据线径以及弯曲半径来选择线槽,将电缆整齐的放进线槽内。
4、元器件布置的原则 ;柜内元器件布置,一般是从上到下,从左向右。便于操作与维护,经常操作或维护的元器件应安装在较容易触及到的位置,从高度上讲,尽量安装在离地面400mm至1800mm的高度范围内。如果元器件较多,可考虑将不常操作的元器件(如直流电源)安装在柜体高度2000mm左右的位置上,底部元件安装位置不能低于离地面200mm,否则现场无法接线。布置时避免线在线槽内反复绕,注意节约成本。
电气元件布置图是某些电器元件按一定原则的组合。电器元件布置图的设计依据是部件原理图、组件的划分情况等;设计时应遵循以下原则:1、同一组件中电器元件的布置应注意将体积大和较重的电器元件安装在电器板的下面,而发热元件应安装在电气控制柜的上部或后部,但热继电器宜放在其下部,因为热继电器的出线端直接与电动机相连便于出线,而其进线端与接触器直接相连接,便于接线并使走线短,且宜于散热。2、强电弱电分开并注意屏蔽,防止外界干扰。3、需要经常维护、检修、调整的电器元件安装位置不宜过高或过低,人力操作开关及需经常监视的仪表的安装位置应符合人体工程学原理。4、电器元件的布置应考虑安全间隙,并做到整齐、美观、对称,外形尺寸与结构类似的电器可安放在一起,以利加工、安装和配线;若采用行线槽配线方式,应适当加大各排电器间距,以利布线和维护。5、各电器元件的位置确定以后,便可绘制电器布置图。电气布置图是根据电器元件的外形轮廓绘制的,即以其轴线为准,标出各元件的间距尺寸。每个电器元件的安装尺寸及其公差范围,应按产品说明书的标准标注,以安装板的加工质量和各电器的顺利安装。大型电气柜中的电器元件,宜安装在两个安装横梁之间,这样,可减轻柜体重量,节约材料,另外便于安装,所以设计时应计算纵向安装尺寸。
6、在电器布置图设计中,还要根据本部件进出线的数量、采用导线规格及出线位置等,选择进出线方式及接线端子排、连接器或接插件,并按一定顺序标上进出线的接线号。
非标定制电控柜的设计
电气控制装置通常都需要制作单的电气控制柜、箱,其设计需要考虑是根据操作需要及控制面板、箱、柜内各种电气部件的尺寸确定电气箱、柜的总体尺寸及结构型式,非特殊情况下,应使电气控制柜总体尺寸符合结构基本尺寸与系列;根据电气控制柜总体尺寸及结构型式、安装尺寸,设计箱内安装支架,并标出安装孔、安装螺栓及接地螺栓尺寸,同时注明配作方式。柜、箱的材料一般应选用柜、箱用型材;根据现场安装位置、操作、维修方便等要求,设计电气控制柜的开门方式及型式;为利于控制柜箱内电器的通风散热,在箱体适当部位设计通风孔或通风槽,必要时应在柜体上部设计强迫通风装置与通风孔;
电气自动化系统的应该如何调试 下集
5、根据生产工艺调试自动模式,该环节较重要的部分是测试防护功能,即测试紧急停车、防护栅等防护功能在设备运行状态下是否起到相应的作用。在完成半自动调试后,可进一步调试自动工作。这一环节是重要的,需要根据生产工艺测试各种连锁,包括逻辑连锁,安全连锁等,而且要多测试几个工作循环,以确保系统能正确无误地连续工作。6、按生产工艺调试自动模式,半自动调试完成后,可以对自动化工作进行进一步调试。这个环节是较重要的,要根据生产过程对各种链进行测试,包括逻辑链、防护链等,并对几个工作周期进行测试以使得系统能够正确、连续地工作。PLC系统里除了逻辑控制,还有很多拓展出来的功能,比如说PID控制等,当这些逻辑调试基本完成后,可着手调试模拟量、脉冲量控制。主要的是选定合适控制参数。一般讲,这个过程是比较长的。要耐心调,参数也要作多种选择,再从中选出优者。有的PLC,它的PID参数可通过自整定获得。但这个自整定过程,也是需要相当的时间才能完成的。7、 特别工艺的测试,PLC系统中除了逻辑控制外,还有许多扩展功能,如PID控制等,当这些逻辑调试基本完成后,就可以开始调试模拟量、脉冲控制。
主要的是选定合适控制参数。一般讲,这个过程是比较长的。要耐心调,参数也要作多种选择,再从中选出优者。有的PLC,它的PID参数可通过自整定获得。但这个自整定过程,也是需要相当的时间才能完成的。8、完成以上所有步骤,整个调试基本算是完成了,接下来就到了预生产的步骤了,预生产是生产前的工作检测,在该阶段可以配合生产进行一些特殊的测试。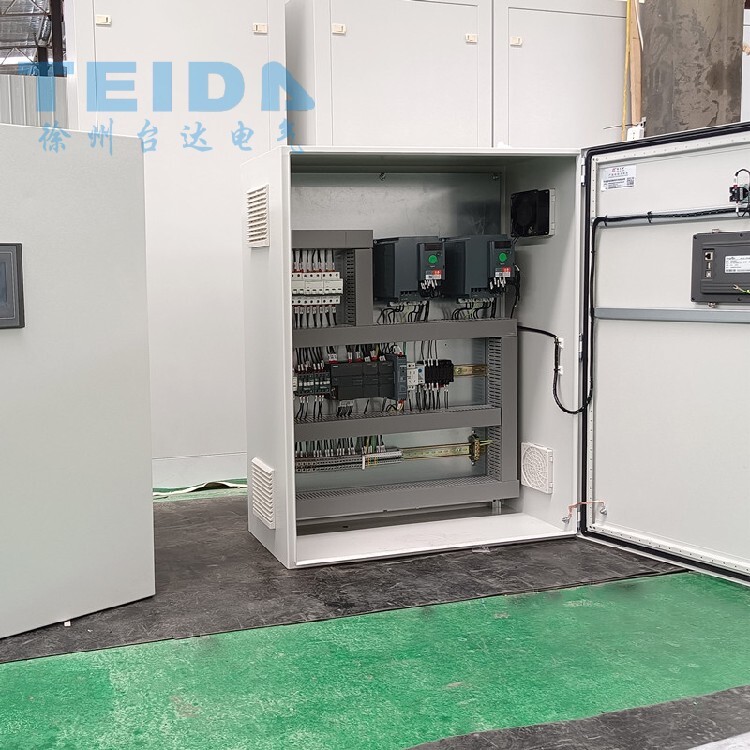
PLC自动化系统分为远程手动控制、远程自动控制、就地控制,三种控制方式。就地控制是指设备的现场控制箱或mcc控制柜上的“就地/远程”开关选择“就地”方式时,通过现场控制箱或mcc控制柜上的按钮来实现对设备的启动和停止操作;远程控制又称为“集中控制”,此运行又分为自动控制和手动控制“自动控制”:现场控制箱或mcc控制柜.上的就地/远程开关选择远程方式,并且现场控制站的自动/遥控设定为自动方式时,plc根据现场实况自动完成各种控制包括连续的回路控制,而不需要人工的干预。“远程手动”控制是指现场控制箱或mcc控制柜.上的就地/远程开关选择远程方式,此时运行人员通过过程量监控数据,并通过实时操作,使设备安全的运行。
- PLC电控柜,变频柜成套,风机变频柜,水泵变..
- 配电柜
- 张爱枝
- TDKZ
- 固定式
- 是
- IP54
- 1000*600*450 mm
- TD-00300



