虹口特种金属焊接技术要求




- 面议
- 2024-06-19 07:58:44
- 特种金属焊接
- 河南新乡
- 徐忆秋 15295615092
- 波宾电子束技术(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
埋弧自动焊(简称埋弧焊)是指以颗粒状焊剂作为保护介质,电弧掩埋在焊剂层下进行焊接的一种熔化极电弧焊方法。在焊接时,电弧的引燃、焊丝的送入、电弧沿焊接方向的移动及电弧的收弧等过程全部是由机械装置自动完成。埋弧自动焊是早获得应用的机械化焊接方法。
瞬间液相扩散焊(TLP,Transient Liquid Phase bonding)是将中间层合金置于焊接面之间,施加小的或不施加力,在真空下加热到中间层熔化形成液态薄膜,通过等温扩散凝固形成接头,此方法尤其适用于焊接性较差的铸造高温合金。中间层合金是关键,一般以Ni-Cr-Mo或Ni-Cr-Co-W(Mo)为基,加入适量B或Si元素,熔点约为母材熔点的80~90%,中间层合金厚度在0.02~0.05mm之间。接头组织与母材一致,故力学性能较为理想,高温持久强度较高。
钎焊的能源可以是化学反应热,也可以是间接热能。它是利用熔点比被焊材料的熔点低的金属作钎料,经过加热使钎料熔化,靠毛细管作用将钎料及入到接头接触面的间隙内,润湿被焊金属表面,使液相与固相之间互扩散而形成钎焊接头。因此,钎焊是一种固相兼液相的焊接方法。
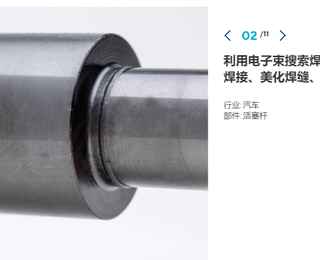
电子束焊接因具有不用焊条、不易 氧化、工艺重复性好及热变形量小的优点而广泛应用于 航空航天、 原子能、 及 、 汽车和电气电工仪表等众多行业。电子束焊接的基本原理是电子枪中的阴极由于直接或间接加热而发射电子,该电子在高压静电场的加速下再通过电磁场的聚焦就可以形成能量密度的电子束,用此电子束去轰击工件,的动能转化为热能,使焊接处工件熔化,形成熔池,从而实现对工件的焊接。
电子束焊机用高压电源的技术要求由于在国内外还没有一个统一的标准,根据一些厂商提出的技术要求主要为纹波系数和稳定度,纹波系数要求小于1%,稳定度为± 1%,几乎所有的电子束焊机制造商都提出这样要求。其中德国PTR公司还提出了中压型的技术要求,它要求相对纹波系数小于0.5%,稳定度为±0.5%,同时还提出了重复性要求小于0.5%。以上要求均根据电子束斑和焊接工艺所决定。另外,德国Pro-beam 集团提出了电子束硬化所作的钢含碳 量大于0.18%,真空的优势是退火后无颜色变化,无氢脆,深度在0.1-1.7mm之间,无表面溶解。
电子束焊机用高压电源在操作时与有关系统进行连锁保护,主要有真空连锁、阴极连锁、闸阀连锁、聚焦连锁等,以确保设备和人身安全。高压电源符合EMC标准,具有软起动功能,防止突然合闸对电源的冲击。
- 特种金属焊接
- 电子焊接加工
- 河南新乡
- 徐忆秋