建筑垃圾螺旋输送机厂家定制



- ¥5000.00
- 2024-11-19 02:41:16
- 螺旋输送机,绞龙输送设备
- 山西太原
- 韦文杰 18738381900
- 河南骄阳机械设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
螺旋输送机的支架也是输送设备中的配套设备,其中支架的焊接工艺也是非常重要的,如果焊接不结实的话,就会影响其使用。下面简单介绍几种焊接方法:
1.引弧
(1)划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定燃烧,
(2)敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法不会使焊件表面划伤,又不受焊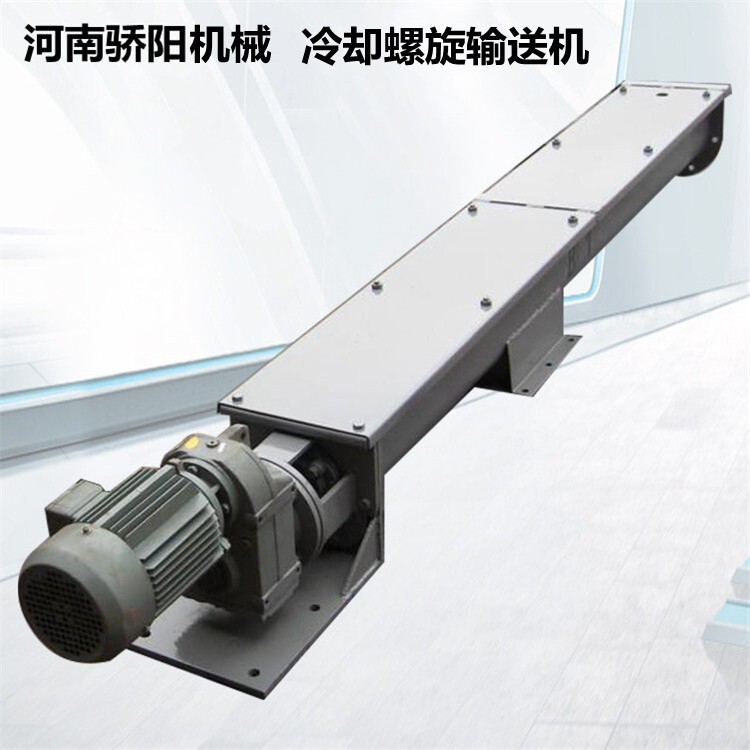
在使用螺旋输送机粉状物料时,因为粉状物料的特性使其极易沿转动轴渗入轴承座内,从而造成轴承的损坏,所以设计时着重考虑轴承座的密封问题。螺旋轴与轴承之间的密封采用双道油封密封。左侧的一道油封防止细粉进入轴承座,右侧一道密封防止轴承的润滑脂顺轴流入料筒,污染物料。油封又称旋转唇形密封圈,在自由状态下,油封内径比轴径小,即有一定的过盈量。油封装到轴上后,其刃口的压力和自紧弹簧的收缩力对密封轴产生一定的径向抱紧力,遮断泄漏间隙,达到密封的目的。旋转轴的转速越高,油封对轴的摩擦越大,则温升越高而油封的寿命越低。
对螺旋输送机内部进行清理还可以将附着在螺旋轴及叶片上的物料清理干净。并且可以防止物料进入中间的吊挂轴承内。我们都知道,吊挂轴承用在输送距离较远的螺旋输送机内,如果吊挂轴承进入大量物料,就容易造成轴承损坏,甚至螺旋轴断裂。因此,用户在使用完毕以后需要对设备进行及时的清理。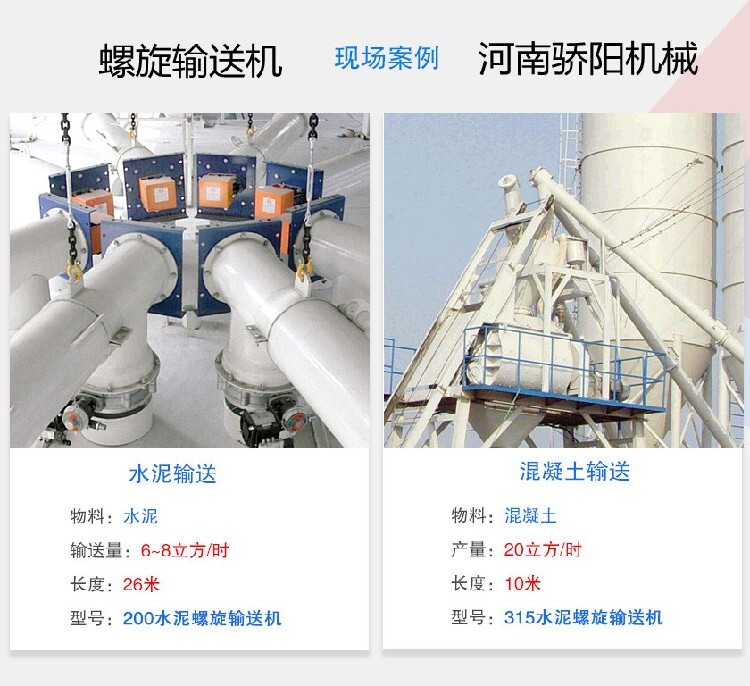
螺旋输送机的转速是决定输送量的关键因素。我们平时都遵循着一个原则,那就是在满足输送量的前提下,我们要尽量降低螺旋输送机的转速。因为当螺旋输送机的转速超过一定的极限值时,物料收到的离心力很大就会适得其反,把物料抛出去。使之克服了其处理粘性粉尘易形成筒壁粘结的问题,提高了加湿机的适应性,扩大了 单轴粉尘加湿机的应用范围。
螺旋输送机一个减速机长长度为28m,中间采用吊轴承、滑动可互换的两种结构,耐磨性好。所以螺旋输送机在粉状和颗粒状物料输送中应该采用低转速的速度,来物料输送位置就好,再比如输送一些石头啊转头啊,根据输送物料的不同,就要选择大一点的转速了。螺旋数在矿山,化工,煤炭等行业中都有着很大的需求量,在不同的行业中对螺旋输送机要采取不同的形式。所以转速也就自然不一样了。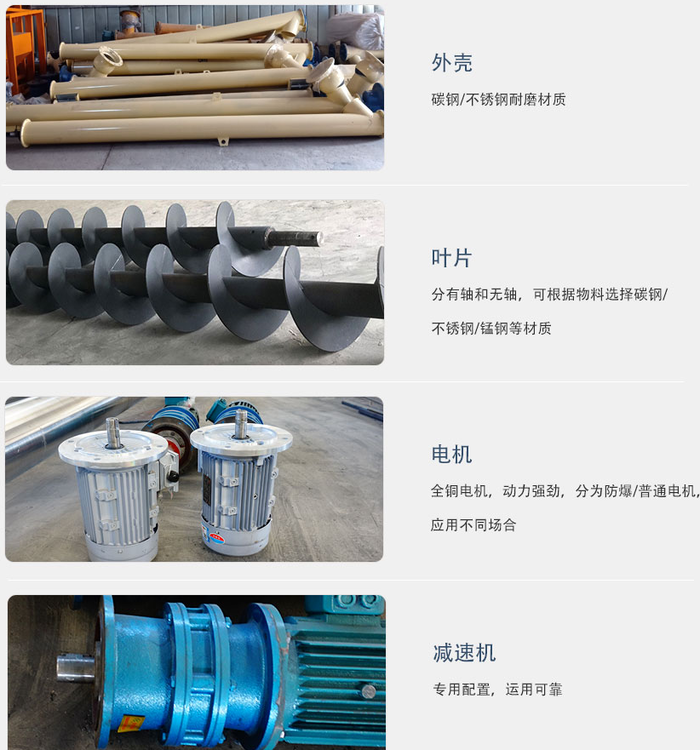
螺旋输送机设计变量
螺旋输送机设计变量又称优化参数,需要在优化设计过程中根据设计要求不断修改、调整的立设计参量(几何参量、物理参量、代表工作性能的导出量)。
螺旋输送机设计变量有离散设计变量和连续设计变量之分。
对于螺旋输送机有些设计参量只能是离散的值即为离散设计变量,如齿轮的齿数、花键的个数等。
有些螺旋输送机设计参量可任意取连续值即为连续设计变量,设计变量的全体是一组变化的列向量。
- 螺旋输送机,绞龙输送设备
- 螺旋输送机
- 山西太原
- 韦文杰
推荐信息
-
 玄武岩链板给料机重型鳞板链板式喂料机板链进料机厂家
玄武岩链板给料机重型鳞板链板式喂料机板链进料机厂家 -
 石灰石链板给料机重型鳞板矿石重金属板链进料机厂家
石灰石链板给料机重型鳞板矿石重金属板链进料机厂家 -
 振动磨机德阳氧化镁振动磨机震动磨厂家振动磨粉机厂家
振动磨机德阳氧化镁振动磨机震动磨厂家振动磨粉机厂家 -
 振动磨机德阳冶金渣振动磨机振动棒磨机球磨机厂家
振动磨机德阳冶金渣振动磨机振动棒磨机球磨机厂家



