陕西多功能冲剪机器多功能冲剪机

- ¥1300.00
- 2024-10-30 08:35:19
- 多功能冲剪机器
- 河北石家庄
- 李经理 15632963200
- 任县天马机械制造厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
多功能冲剪机还具有高度的加工能力。它采用的数控技术,能够实现的冲孔和剪切,了工件的尺寸和质量。冲剪机还配备了多种不同规格的冲头和刀具,可以根据不同的需求进行替换和调整,灵活适应不同的加工任务。冲剪机还具有高速加工能力,可以实现快速、的生产过程,提高了生产效率。
冲剪机规范操作步骤
1.操作者应遵守一般冲剪机安全操作规程。熟悉冲剪机结构和性能,严格遵守设备操作规程,并经培训、考试合格后,方能上岗操作
2.操作者应在冲剪机操作之前按规定穿戴好劳动防护用品。
3.操作前检查电源、电压,符合要求才能送电。
4.操作前检查润滑系统、液压系统及压缩空气系统,油量、油压、气压符合要求。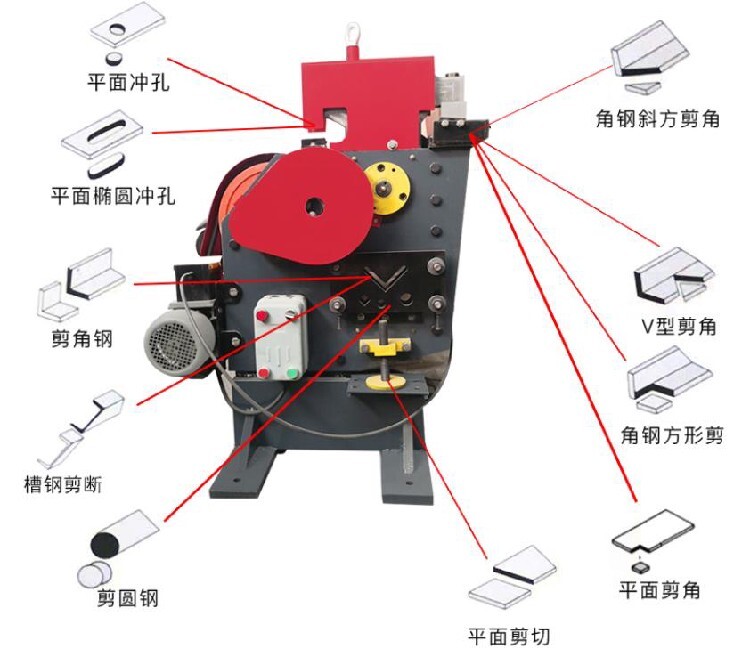
几何精度 序号 检验项目 简图 允差(mm) 实测(mm)
1 滑座上冲头杆中心线对滑座行程的平行度 0.15(X向)(只允许验棒下端偏向刀座)
0.15(Y向)
2 异型角钢冲头上刀口与下刀口之间的间隙 0.30~0.75
3 与上刀片贴合的垂直支承面对上刀架行程的平行度 0.10(上刀架向下移动时与上下刀片贴合的两垂面间的距离,只许增大)
4 与下刀片贴合的垂直支承面对上刀架行程的平行度 0.10(上刀架向下移动时与上下刀片贴合的两垂面间的距离,只许增大)
5 剪切板料的上下刀片之间的间隙 0.06~0.26
几何精度 序号 检验项目 简图 允差(mm) 实测(mm)
6 飞轮的径向跳动和端面圆跳动 0.10(径向跳动)
0.20(端面跳动)
工作精度 7 冲孔剪板质量 不允许有较大的撕裂与毛刺
8 角钢的变形 +1.5°
-2.5°
(被测角钢长度≥边长,测量位置应在距离剪切端面5mm处)
9 方钢边长变化量(a-a1) 2.4
方钢对角线长度变化量(b-b1)
3.4
10 圆钢的椭圆度(d’-d’’) 4.5
- 多功能冲剪机器
- 冲床
- 河北石家庄
- 李经理



