山东国一信-本溪涉水卫生许可证办理


- 面议
- 2024-11-18 14:51:53
- 涉水卫生许可证办理,山东国一信-
- 河南平顶山
- 王宏伟 15908976875
- 山东国一信认证检测评价有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
涉水批件纯净水处理器出厂检验项目
1.出厂检验项目、要求、检验方法和不合格分类
2.出厂检验的组批、抽样方案及判定按GB/T 2828.1的规定进行,其中,检验水平和接收质量上限AQL值由制造商根据自身的控制需要或按供需双方需求确定。
3.整机卫生要求、额定总净水量、电器安全项目中,若出现1项不合格,即判该生产批次不合格。
4.检验合格后的产品才可出厂。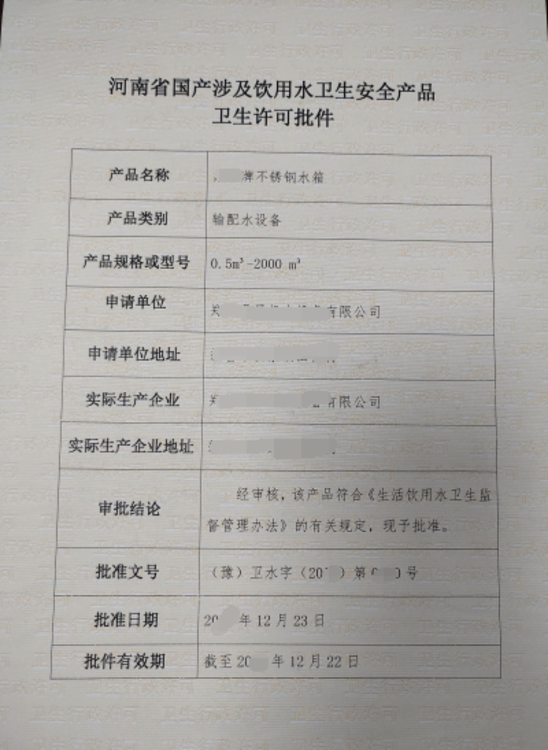
涉水批件碳钢卡压式管件原材料要求
1、材料
1.1 管件及管件连接用钢管的材料牌号为GB/T 700-2006规定的Q215A或Q235A。钢管其他要求和试验方法等按附录A的规定。
1.2 密封圈的材料为氯化丁基橡胶、三元乙丙橡胶氟橡胶、丁腈橡胶;其尺寸要求和试验方法等按附录B的规定。
2、外观
管件表面应平滑,无滴瘤.粗糙和锌刺,无起皮,无漏镀,无残留的溶剂渣,在可能影响热浸镀锌工件的使用或耐腐蚀性能的部位不应有锌瘤和锌灰。
3、尺寸公差
3.1管件的承口尺寸偏差应符合规定。
3.2管件外形长度尺寸偏差应符合规定。
3.3管件垂 直度要求应符合规定。
3.4管件未注尺寸的线性和角度公差应按GB/T 1804-2000之m级的规定,转换接头内、外螺纹公差应符合GB/T 7306.1的规定。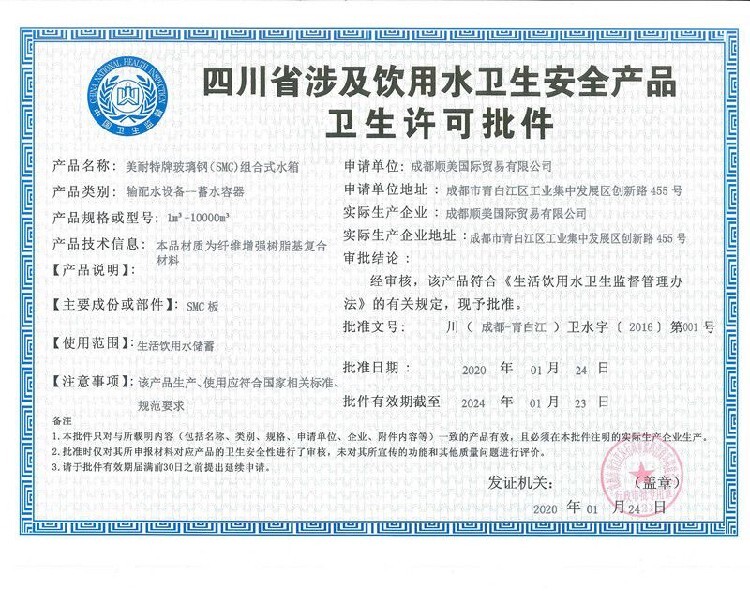
涉水批件铜制过滤器壳体要求
壳体
1.1采用螺纹连接时,壳体两端管螺纹的尺寸和精度应符合GB/T 7306.1或GB/T 7306.2或GB/T 7307的规定,有特殊要求的应在合同中注明。
1.2管螺纹表面粗糙度Ra不应大于6.3 um。
1.3壳体两端管螺纹轴线角偏差不应超过1°。
1.4过滤器的结构长度可参照GB/T 12221选用或按订货合同要求。
1.5采用螺纹连接时扳口对边的小尺寸按GB/T 8464-2008的规定。
1.6采用法兰连接时,法兰与壳体应铸造或锻压成整体,法兰连接尺寸和密封面形状、尺寸应符合GB/T 15530.1的规定。
1.7壳体两端法兰密封面的平行度应符合GB/T 1184中规定的11级精度。
1.8螺纹连接过滤器壳体的小壁厚按GB/T 8464-2008中表4的规定,法兰连接过滤器壳体的小壁厚应符合表1规定,但设计若应考虑依据材料性能及加工工艺适当增加壁厚余量。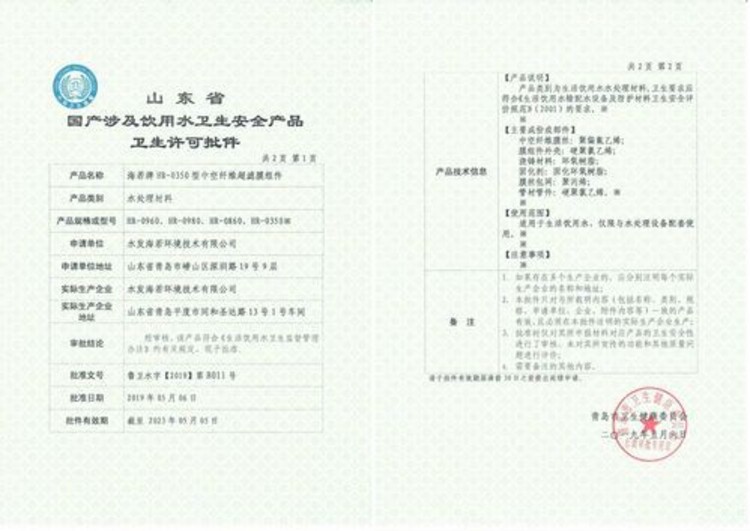
铜制过滤器密封性、耐压技术要求,涉水产品检测报告办理
1、球阀部件
YQ型球阀过滤器的球阀部分的技术要求按GB/T 8464-2008的规定。
2、外观
产品表面不应有影响使用性能的砂眼、裂纹、疏松、非金属夹杂等缺陷。
3、壳体耐压试验
壳体进行耐压试验时,不应有结构损伤,壳壁和任何固定的阀体连接处不可有可见渗漏。
4、密封性
YQ型过滤器应进行密封试验,在试验持续时间内,其密封性的泄漏率不应低于GB/T 13927中A级的规定。Y型过滤器不作要求。
5、过滤筒
5.1过滤筒应符合 GB/T 5330-2003中以网孔基本尺寸为0.63 mm,金属丝直径为0.224 mm的工业用不锈钢丝编织方孔筛网作为标准滤网,过滤精度和筛网目数参见附承A或由供需双方商定。
5.2过滤简的长度应与过滤器相适应,即:过滤简的长度应等于过滤器安装止口到压盖安装止口或压盖内端面的长度,二者的尺寸差不应大于2mm。
6、重金属析出量
用于饮用水管道上的过滤器重金属析出量应符合JC/T1043的规定。
涉水批件箱式无负压供水设备外观、结构、水箱要求
1、基本要求
a)环境温度:4℃~40℃,若超出此范围采取相应措施;
b)相对湿度 :不大于90%(20℃) ,无凝露;
c)供电电源:三相五线,380 V,50 Hz;
d)海拔高度:不超过1000 m;
e)设备安装地点无导电或爆炸性尘埃,无腐蚀金属或破坏绝缘的气体或蒸汽及其他介质。
2、外观
2.1水箱组焊完毕后,各连接件不应有漏焊、漏料现象,各紧固件不应有松动,爬梯应安装牢固。
2.2设备各部件表面不应有明显的磕碰伤痕、变形等缺陷,表面涂层应完整美观。
2.3设备变频控制柜的表面应平整,均匀,焊接处应均匀牢固,无明显变形或烧穿等缺陷。
2.4设备变频控制柜表面涂层不应有炫目反光,颜色应均匀一致,不应有脱漆、起泡、裂纹、流痕等现象。
3、结构
3.1设备整体布局及部件安装位置应合理,便于操作、调试和维修。
3.2设备配套使用的仪表量程和精度、配套使用的阀门、管件的耐压等级应满足有关标准要求,配套使用的产品应有产品合格证。
3.3设备的各种阀门及其活动部件的动作应灵活、可靠。
4、密闭水箱
4.1 水箱材质应不低于奥氏体不锈钢06Cr19Ni10。
4.2水箱的有效容积宜按高日供水量的5%确定。
4.3组焊底盘要求
a)依据设计要求组焊底盘,对角线允许偏差(LX1.5 mm);
b)底盘与水泥基础间隙用铁板等垫平,找平。
4.4 组焊顶板要求
a)在组焊时,按设计要求将顶板反放在底盘上,然后进行拼装;
b)先将十字接头及外四边对齐后,分别点焊;
c)将焊缝先由十字接合处向外施焊,同一方向焊接长度不得超过300 mm,更换方向后按同样方法对应施焊,组焊完成后搬离底盘;
d)大水箱可分为若干板块组焊。
4.5组焊底板要求
a) 先将底板根据设计要求,反放于底盘上,检查位置无误后,拼装并测对角线允差(LX1.5 mm),点固;
b)将十字接头及外四边对准后分别点焊接缝接头;
c)由板缝中心部位每隔50mm点固一处;
d) 焊好四边所有对缝,再焊十字接头,由板缝中心位置向外分布施焊,为防止凹曲变形,同一方向一次焊接长度不应超过300mm,更换方向后按同样方法对应施焊,直至焊完全部焊缝;
e) 将底板立起涂刷白粉,待白粉千后,煤油渗漏检查;
f)将底板正面放置底盘上,底板周边T字接头处与底板立缝相接处向里延,板缝焊进约50mm。
4.6 组焊壁板要求
a)按图纸要求将层壁板依序立于底板侧四周面上,外沿找齐,壁板接头与底板焊缝中心对齐,垂直于折边端缝处,每隔50mm点固;
b)层壁板组完后 ,测对角线及垂直度,调整后再按同样方法上第二层,第三层壁板,调整方法与层壁板一样,将壁板与壁板折边端缝每隔50mm点固。
4.7 拉筋组装及焊接要求
a)用垂线调整壁板垂直度,挂下线调整板面,壁板十字交叉处焊主拉筋;
b)主拉筋要横平,焊接面积不应小于主拉筋截面积,受力强度;
c)所有加强拉筋在与壁板连接处先焊50mm后点固,加强拉筋端部一定要在壁板的根部(两边施焊),另一端与主拉筋相接焊牢。
4.8整体焊接要求
a)对箱体施焊,严格按焊接工艺执行(速度、电流、气体、流量)确保焊接熔合良好;
b)先焊壁板与底板相接的平缝,再焊壁板焊缝;
c)对箱体壁板施焊时,对应分面焊接,确保板面不变形;
d)整体焊接完毕,刷粉再用煤油试漏,确保水箱盛满水后无渗漏。
4.9煤油试漏 ,酸洗钝化及清洗
a)水箱及进出水箱管口等所有焊缝严格进行煤油试漏,杜绝渗漏;
b)将所有焊缝涂酸洗钝化膏,经10min~20min后,清擦干净用水冲洗。应把残酸清洗干净。
4.10箱顶焊接要求
a)先将水箱内立柱与主拉筋交叉处焊牢,并将立柱与底板焊牢;
b)将水箱顶板推放在水箱顶部,检查顶板是否均匀覆盖水箱上面,合格后每隔50 mm~100 mm点固,后将与壁板相接处的焊缝全部满焊。
4.11 安装爬梯要求
a)按图纸要求,将爬梯焊在准确位置;
b)爬梯连接件,要与水箱壁板垂直,连接件之间要平行对称,点固焊牢。
4.12水箱满水试验要求
水箱整体组焊完毕后,应注满水经24 h后无渗漏。
涉水批件生活饮用水用聚氯化铝适用标准、外观及指标要求
适用标准
GB/T 191 包装储运图示标志
GB/T 320 工业用合成盐酸
GB/T 601 化学试剂 标准滴定溶液的制备
GB/T 602 化学试剂 杂质测定用标准溶液的制备
GB/T 603 化学试剂 试验方法中所用制剂及制品的制备
GB/T 610-2008 化学试剂 砷测定通用方法
GB/T 4294 氢氧化铝
GB/T 6678 化工产品采样总则
GB/T 6682 分析实验室用水规格和试验方法
GB/T 8170 数值修约规则与极限数值的表示和判定
GB/T 8946 塑料编织袋通用技术要求
GB/T 22596 水处理剂 铁含量测定方法通则
原料及外观、指标要求
1、原料要求
生产聚氯化铝的原料盐酸,应采用符合GB/T 320规定的工业用合成盐酸;含铝原料,应以符合GB/T 4294规定的氢氧化铝为主要原料。
2、技术要求
2.1 外观:液体为无色至淡黄色透明液体;固体为白色至淡黄色颗粒或粉末。
2.2 生活饮用水用聚氯化铝指标应符合要求。
- 涉水卫生许可证办理,山东国一信-
- 代办审批
- 河南平顶山
- 王宏伟