广东汕尾消除应力设备厂家电话,振动时效装置




- 面议
- 2024-11-20 15:59:03
- 消除应力设备,应力消除设备
- 江苏南京
- 张亮 13791031859
- 济南九工机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
经过振动时效处理的铸件两个月后变形量小,尺寸稳定所需时间短。另外,振动时效具有节能、环保、等特点,与自然时效和热时效相比具有明显的性。运用振动时效有助于企业降低成本、提高生产力、增强产品竞争力,资源节约型、环境友好型社会积极倡导。
振动时效技术在效率、节能、环境保护等方面具有明显的优势,但传统的振动时效技术——亚谐振技术——也有几十年来未能解决的技术难题,不能纳入正式的工艺生产过程,始终得不到广泛企业的认可,并得到大规模的应用。 亚共振时效方法 从低速度扫描到电机额定速度,找到谐振杆,在亚谐振区确定主、振动频率和扫频范围。在亚谐振频率下进行几十分钟的振动处理。
振动时效技术机理
在材料的机械或热加工过程中,由于不同部位的力和热程度不同,不均匀的塑性变形(包括温度等引起的不均匀的体积变化) (在材料内部产生应力的各种因素不存在的情况下)、外力消除、温度均匀的情况下等)残余应力是材料学研究 残余应力的存在不仅会对材料的疲劳强度和尺寸稳定性等产生不良影响,而且为了改善材料的性能,还会在材料表面人为地引入压应力。
时效振动仪产品特点:
1、投资少适用性强。与传统的热时效相比它无需庞大的时效炉,现代工业中的大型铸件与焊接件越来越多也越来越大,如采用热时效消除应力则需建造大型时效炉,不仅造价昂贵、利用率低,而且炉内温度很难均匀,消除应力效果差。采用振动时效可以完全避免这些问题。因此,目前对长达几米至几十米的桥梁、船舶、化工器械的大型焊接件和重达几吨至几十吨的超重型铸件,较多地采用了振动时效。
2、生产周期短。热时效往往需要经过数十小时的周期方能完成,而振动时效一般只需数十分钟即可完成。而且,振动时效不受场地限制可减少工件在时效前后的往返运输。如将振动设备安置在机械加工生产线上,不仅使生产安排更加紧凑而且可以消除加工过程中产生的应力。
3、使用方便。振动时效设备体积小、重量轻,便于携带,我国目前生产的激振器可振动处理300吨以下的工件,但振动装置本身仅重几十公斤。国外生产的可振动处理5公斤至150吨工件的全套振动设备其总重也不过一百公斤。正是由于振动处理不受场地限制,振动装置又可携至现场,所以这种工艺与热时效相比,使用简便,适应性较强,可安排在任何工序之间也可多次进行。
4、节约能源,降低成本,无废渣、废气及辐射等污染。在工件的共振频率下进行时效处理,耗能极小。实践证明,功率为0.25至1马力的机械式激振器可振动150吨以下的工件。其能源消耗仅为热时效的3~5%,成本仅为热时效的8~10%。加之热时效时均需要以煤、油等做为燃料不可必免地要排出大量的废渣、废气等不能够满足越来越高的环保要求。故振动时效已逐渐成为去应力的选择。
5、机械性能显著提高。经过振动时效处理的工件其残余应力可以被消除20~80%左右,高拉应力区消除的比低应力区大。可提高使用强度和疲劳寿命,而且从根本上防止了金属在热时效过程中产生的翘曲变形、氧化、脱碳及硬度降低等缺陷。还可以提高构件抗变形的能力,稳定构件的精度,提高机械质量。
超声波消除应力工作原理
超声冲击是一种消除工件表面或焊缝区的残余拉应力,并在工件表面形成压应力的方法。可显著提高焊接接头的疲劳寿命和疲劳强度。焊后处理焊趾部位,使之平滑过渡,从而降低余高造成的应力集中,消除焊趾表面的缺陷;同时在焊趾处产生较大的压缩塑性变形,产生了残余压缩应力,调整了焊接残余应力场,并使焊趾部位得到强化和硬化。以上多方面因素有效地改善了焊接接头的疲劳性能。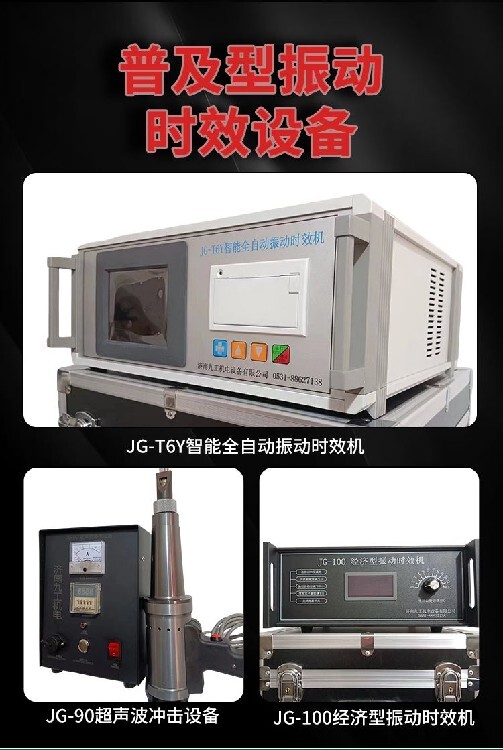
超声波消除应力
超声波冲击消除应力技术是目前焊接应力消除有效的方法,应力消除率热处理和振动时效处理,高可达到100%,针对焊接焊缝,进行超声波冲击处理,不但能消除残余内应力,而且可以延长焊接区得疲劳寿命和强度,减少应力腐蚀开裂的可能性,提高抗脆裂性和增强材料强度。
- 消除应力设备,应力消除设备
- 振动试验设备
- 江苏南京
- 张亮



