上海卢湾电子束焊接加工厂家



1/6
- 面议
- 2024-11-05 06:27:02
- 电子束焊接
- 江苏南京
- 徐忆秋 15295615092
- 波宾电子束技术(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
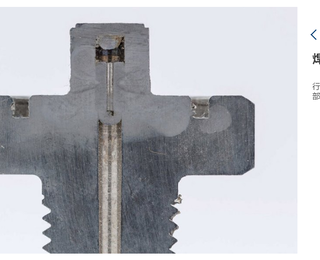
焊缝熔区即深又窄,深宽比可达50:1,焊件变形可忽略不计,很多精密零件焊后仍然保持精度,并不需要再次精加工,比常规焊接方法可节省大量工时。对于无法整体加工的零件可以采用两件甚至三件后采用此法来进行焊接起来,这样对于原加工工艺可以减少难度,省时、省料甚至可使零件的结构变的更加合理。
因为电子束的能量非常高,拿0.8mm钢板来说,焊接速度可达200mm/s,如果要焊接200mm厚的锰钢,焊速也可达300mm/min,这是常规焊接方法可望而不可即的。正是由于焊速快,温度高,所以焊接熔区非常小,这就决定了输入能量比常规焊接小得多,因此热影响区就很小,这对材料本身性能影响就小,这对各类敏感器探头的封装是非常有利的。
由于电子束的能量可以非常的控制,这样,采用同样工艺焊接的产品,前后各零件的尺寸差别是非常小的,这也是常规焊接无法企及的。但是,现在之所以不能普遍采用此焊接技术主要是因为,电子束焊设备涉及到很多学科,如高电压、真空、电子光学、各类电源与控制、计算机技术和精密机械等,这就要求了操作人员和维修人员要求很高的素质要求。
- 电子束焊接
- 金属加工
- 江苏南京
- 徐忆秋
波宾电子束技术(常州)有限公司为你提供的“上海卢湾电子束焊接加工厂家”详细介绍


