梅州镀锌角钢出售,Q235B角钢





- ¥4350.00
- 2024-11-19 10:55:50
- Q235B
- 50*50
- 镀锌角钢,Q235B角钢,Q355B角钢,角钢
- 广东佛山
- 刘先生 18823102210
- 佛山市通跃钢铁有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
按工艺分类可分为热镀锌角钢和冷镀锌角钢。市场常见的是热镀锌角钢。冷镀锌角钢,一般需要根据用户需求用冷镀加工。按边长可分为镀锌等边角钢和镀锌不等边角钢。
热镀锌又分为吹镀和挂镀。
流程:热镀锌角钢工艺流程:角钢酸洗→水洗→浸助镀溶剂→烘干预热→挂镀→冷却→钝化→清洗→打磨→热镀锌完工。
热镀锌角钢的镀锌层厚度均匀,可达30-50um,可靠性好,镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此热镀锌角钢的镀层持久性较为可靠。热镀锌角钢的原材料为角钢,所以分类于角钢相同。
冷镀锌涂料主要通过电化学原理来进行防腐,因此锌粉与钢材的充分接触,产生电极电位差,所以钢材表面处理很重要。喷涂冷镀锌前,应选择机械除锈(喷砂、抛丸等),使钢材表面清洁度达到ISO 85O1—1 Sa 2.5级,相当于GB 8923 Sa 2.5级。它的文字定义为:“钢材经过机械除锈后,表面无油、无锈,无氧化皮及其他的污物,或仅留轻微的痕迹;95%钢材表面受到钢丸(砂)冲击,露出金属的光泽。”
处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低;
持久:热镀锌角钢具有表面光泽,锌层均匀,无漏镀,无滴溜,附着力强,抗腐蚀能力强的特性,在郊区环境下,标准的热镀锌防锈厚度可保持50年以上而不必修补;在市区或近海区域,标准的热镀锌防锈层则可保持20年而不必修补;
可靠性好:镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此镀层的持久性较为可靠;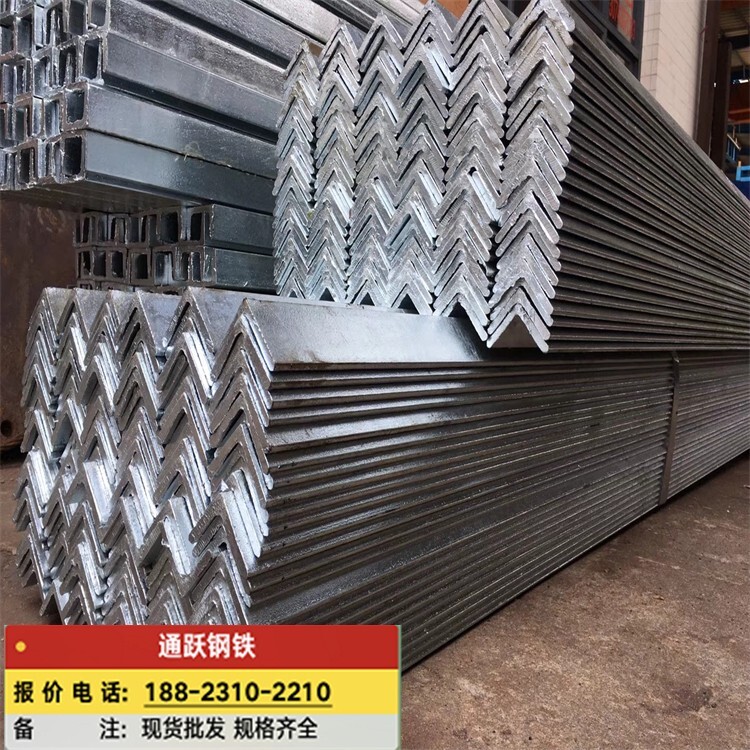
镀层的韧性强:镀锌层形成一种特别的冶金结构,这种结构能承受在运送及使用时受到机械损伤;
全面性保护:镀件的每一部分都能镀上锌,即使在凹陷处、尖角及隐藏处都能受到全面保护;
省时省力:镀锌过程要比其他的涂层施工法更快捷,并且可避免安装后在工地上涂刷所需的时间。
钢厂高炉复产增多,需求增加,但部分区域严重,焦企生产、运输受限,钢厂增库效果不佳,叠加炼焦煤价格上涨,焦企成本增加,上周冶金焦落实涨价速度较快
- 镀锌角钢,Q235B角钢,Q355B角钢,角钢
- 角钢
- 广东佛山
- 刘先生
- Q235B
- 50*50
- 正丰



