数控钢筋锯切套丝生产线广州市厂家






- ¥62000.00 ≥ 1台
- 2024-10-12 07:47:26
- 河南
- 河南建贸
- 钢筋锯切套丝生产线,钢筋自动生产线,钢筋..
- 广东佛山
- 河南省建贸机械设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
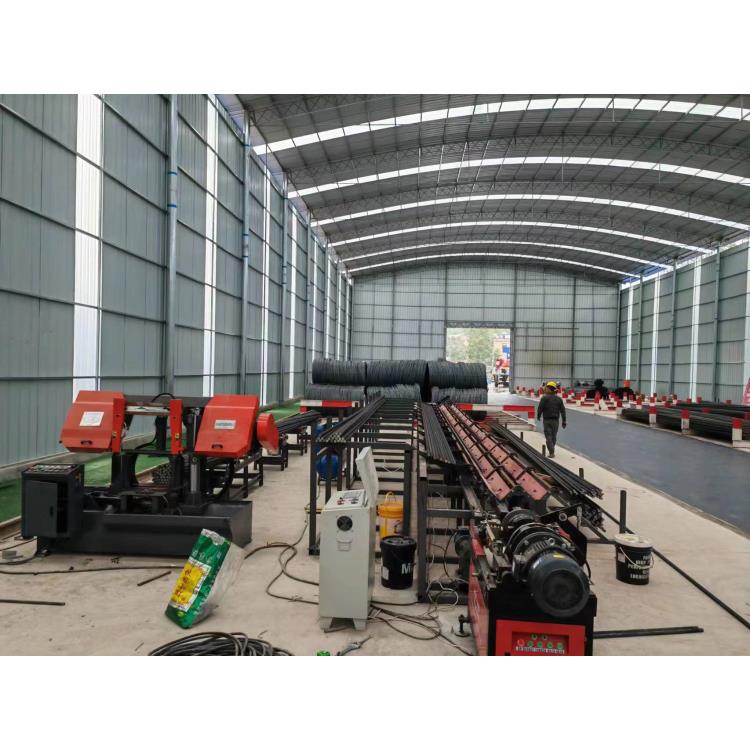
数控钢筋锯切套丝生产线广州市厂家

数控钢筋锯切套丝打磨生产线特点:1.送料辊道采用PLC控制,式辊道加固定挡板定尺,精度高。2.螺纹钢金属带锯床,具有切削、节能省料、操作简单等特点。3.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。4.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度了效率。5.钢筋输送滚采用V型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。6.剥肋、滚丝主机头实现了气缸、送进,了剥肋、滚丝效率。

全自动数控钢筋绕筋机在建筑工地,钢筋厂等场所是经常可以看到的,数控绕筋机可以代替人工完成钢筋制作成钢筋笼。不同于人工,数控钢筋绕筋机的,机械化的作业可以不必受到人为因素影响,长时间工作可不变。
组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与要求的间距值。在主机速度确认不变后,根据变频。

广州市数控钢筋锯切套丝生产线厂家

机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将骨架在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。
公司设有的中心,拥有一支技术而敬业的技术服务队伍,以“服务是”为宗旨,负责产品售前、售中、售后的服务工作,深受顾客爱戴,公司全体员工以饱满的欢迎新老客户前来洽谈,合作共赢!
- 河南建贸
- 钢筋锯切套丝生产线,钢筋自动生产线,钢筋..
- 桥梁设备
- 广东佛山
- 赵培阳
- 河南
- 河南建贸
- 根据配置
- 380v
- JMGSX-500
钢筋锯切生产线信息
-
 重庆潼南混凝土界面剂厂家环氧树脂界面胶面议
重庆潼南混凝土界面剂厂家环氧树脂界面胶面议 -
 可做海西可行性报告公司编写可行性报告¥ 2999
可做海西可行性报告公司编写可行性报告¥ 2999 -
 北京石景山聚丙烯酸酯乳液丙乳砂浆供应商聚丙烯酸酯乳液砂浆¥ 3.2
北京石景山聚丙烯酸酯乳液丙乳砂浆供应商聚丙烯酸酯乳液砂浆¥ 3.2 -
 二手起重机,铜陵二手龙门吊型号面议
二手起重机,铜陵二手龙门吊型号面议 -
 粉剂封闭刮板机FU300刮板输送机配件不锈钢刮板输送机¥ 20000
粉剂封闭刮板机FU300刮板输送机配件不锈钢刮板输送机¥ 20000 -
 汕头液压抓斗机厂家,多瓣式使用方便梅花抓斗面议
汕头液压抓斗机厂家,多瓣式使用方便梅花抓斗面议








