四川润滑石墨电极厂家批发聚兴碳素石墨电极



- 面议
- 2024-11-16 05:46:27
- 石墨电极,聚兴碳素石墨电极
- 辽宁大连
- 阮训彬 18960522202
- 炭基科技(三明)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
石墨材料的密度小于铜,相同体积的石墨电极的重量只有铜电极的1/5。 体积大的电极使用石墨材料非常合适,大大减轻了电火花加工机床主轴的负荷,避免了由于重量大导致电极安装不方便、加工过程中出现偏航位移等问题,表明在大型模具加工中使用石墨电极是有意义的。
石墨电极优点
(1)模具几何形状的日益复杂化以及产品应用的多元化导致对火花机的放电度要求越来越高。石墨电极的优点是加工较容易,放电加工去除率高,石墨损耗小,因此,部分群基火花机客户放弃了铜电极而改用石墨电极。另外,有些特殊形状的电极无法用铜制造,但石墨则较容易成型,而且铜电极较重,不适合加工大电极,这些因素都造成部分群基火花机客户应用石墨电极。 (2)石墨电极容易加工,且加工速度明显快于铜电极。 例如,铣削工艺加工石墨时,其加工速度比其他金属加工快2~3倍,而且不需要额外的人工处理,但铜电极人工压伤。 同样,如果使用高速石墨加工中心制造电极,速度快,,也不会产生粉尘问题。 在这些加工过程中,选择合适硬度的刀具和石墨,可以减少刀具磨损和铜电极破损。 石墨电极和铜电极铣削时间具体比较,石墨电极比铜电极快67%,一般电火花加工中采用石墨电极的加工比采用铜电极的加工快58%。 这样可以大幅缩短加工时间,同时也降低了制造成本。
(3)石墨电极与以往的铜电极的设计不同。 许多模具厂对铜电极的粗加工和精加工通常有不同的预留量,而石墨电极使用基本相同的预留量,减少了CAD/CAM和机加工的次数。 只有这个理由,才能大幅度提高模具型腔的精度。
石墨电极的分类:
普通功率石墨电极
允许使用电流密度低于 17A/厘米2的石墨电极,主要用于炼钢、炼硅、炼黄磷等的普通功率电炉。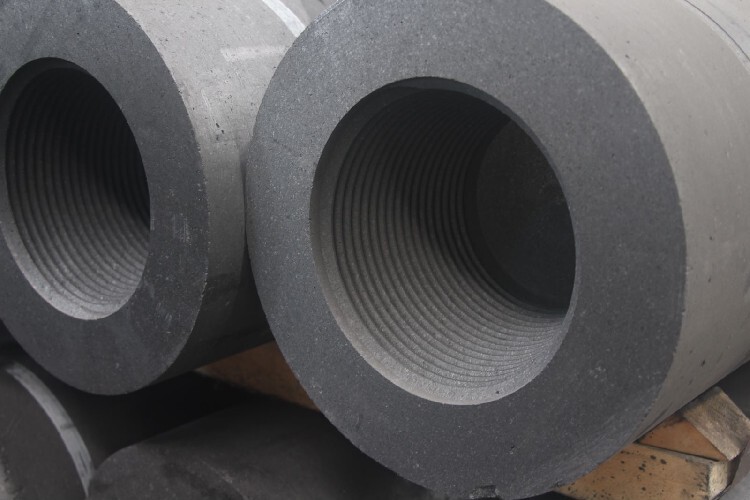
抗氧化涂层石墨电极
表面涂有抗氧化保护层(石墨电极抗氧化剂)的石墨电极。形成既能导电又能高温氧化的保护层,减少炼钢时电极的消耗(19%~50%),延长电极的寿命(22%~60%),从而降低电极的功耗。
石墨材料的颗粒直径直接影响电火花加工的表面粗糙度,直径越小可获得更低的表面粗糙度值。几年前使用颗粒直径φ5 μm的石墨材料,电火花加工的佳表面只能达到VDI18(Ra0.8 μm),现今石墨材料的颗粒直径已能达到φ3 μm以内,电火花加工的佳表面可稳定达到VDI12(Ra0.4 μm)或者更精细的等级,但石墨电极无法进行镜面电火花加工。铜材料电阻率低,结构致密。电火花精加工容易获得稳定的加工状态,在困难条件下也能稳定加工。表面粗糙度可小于Ra0.1微米,可用于镜面电火花加工。
石墨电极根据其质量指标高低,可分为普通功率、高功率和功率,功率石墨电极占比近年不断提升,2016 年占比已达 38%。石墨电极下游主要包括电弧炉炼钢、黄磷工业、磨料和工业硅等,其中电弧炉炼钢占比石墨电极需求一半以上。
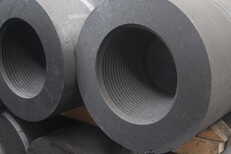
石墨电极主要以石油焦和针状焦为原料,以煤焦油沥青为粘结剂制成。经煅烧、配料、捏合、压制、焙烧、石墨化和机械加工而成。它是一种导体,以电弧的形式释放电能来加热和熔化炉料。按其质量指标可分为普通功率石墨电极、高功率石墨电极和功率石墨电极。
- 石墨电极,聚兴碳素石墨电极
- 电极材料
- 辽宁大连
- 阮训彬