山东304风管报价






- 面议
- 2024-11-17 07:18:32
- 通风排气管
- 是
- 塑料风管,山东,济南,青岛,淄博,枣庄,东营..
- 北京
- 冯经理 19954369577
- 邹平铭泰环保设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
系统划分:由于建筑物内不同的地点有不同的送排风要求,或面积较大、送排风点较多,为了运行管理,常需分设多个系统,通常一台风机与其联系在一起的管道及设备构成一个系统。系统的划分应当本着运行维护方便,经济可靠为主要原则。
系统划分的原则是:空气处理要求相同或接近、同一生产流程且运行班次和时间相同的,可划为一个系统。以下情况需单设排风系统;两种或两种以上的有害物质混合后能引起燃烧、,或形成毒害更大、腐蚀性的混合物或化合物;两种有害物质混合后易使蒸气凝结并积聚粉尘;放散的房间和设备。对除尘系统还应考虑扬尘点的距离,粉尘是否回收,不同种粉尘是否可以混合回收,混合后的含尘气体是否有结露可能等因素来确定系统划分。排风量大的排风点位于风机附近,不宜和远处排风量小的排风点合为同一系统。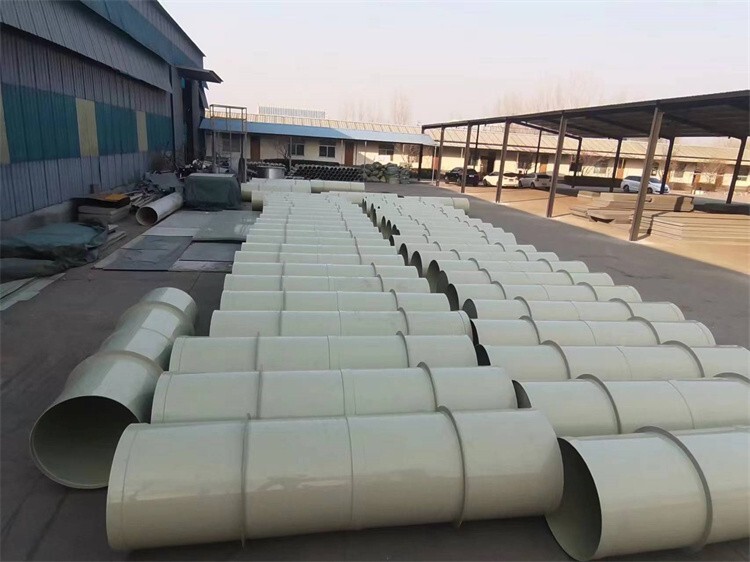
PP风管聚丙烯是所有塑料范围中个别用量较大宗的一类别,也是应用范围较广的一类,可以基材不同做分类,在分类内仍可以不同的熔融流率定规格,甚至可依个别商品需要添加额外添加剂再区定出用途规范,例如:单聚合物中,MFR:12左右可用于一般射出成品,也可生产复丝纤维,更可特意制造宽广分子量分布去改善纤维织布的后段加工性;同时也可添加滑剂及抗相黏剂以增加开口性方便塑料袋成品的要求。因此便延伸出众多规格,但大体物性差不多,在非特意主用途之外是彼此有替代性。这里尝试以基材之不同做分类供参考,并逐一解说。
1、一般级(HOMOPOLYMER)单聚合物,大陆称为均聚,系纯丙烯聚合而成的原料。
2、耐冲击级(IMPACTCOPOLYMER)系单聚合物添加乙烯丙烯橡胶,冲击强度高低主要看橡胶含量高低,耐寒程度好坏主要看乙烯含量高低。各原料厂商制程不同,较高乙烯含量也不同。
3、透明级(RANDOMCOPOLYMER)随机共聚合物,系丙烯添加乙烯共聚合,乙烯不规则散布在聚合物中,主要减少聚合物的结晶度进而改善透明性。
PP风管塑料品种热塑性塑料成型过程中由于还存在结晶化形起的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此与热固性塑料相比则收缩率较大,收缩率范围宽、方向性明显,另外成型后的收缩、退火或调湿处理后的收缩率一般也都比热固性塑料大。
塑件特性成型时熔融料与型腔表面接触外层立即冷却形成低密度的固态外壳。由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的度固态层。所以壁厚、冷却慢、度层厚的则收缩大。另外,有无嵌件及嵌件布局、数量都直接影响料流方向,密度分布及收缩阻力大小等,所以塑件的特性对收缩大小、方向性影响较大。
PP风管弯头加工方法介绍,生产PP风管弯头,先列出PP风管弯头手工放样步骤:(以一节为例,其余方法相同)先按实际尺寸画出弯头侧面投影,包括接缝线。
按线把每一个封闭线框图形分割成立的图形。(可以裁剪,也可以单再画)取一个图样,(将中心线垂直的设置)画在另一张纸上,沿图样高度画两条上下平行的横线,并与中心线垂直,长度正好是图样直径的圆周长。(封闭的长方形)
将图样垂直方向作等分,并作好标记,然后将这些等分线垂直的画到刚才画的展开的长方形内,注意展开图上的点一定要对应投影图样上的点。将图样上斜线沿水平方向作等分。并平行的拉到展开的图样上,并对应相应的点。把展开样上得到的交点圆滑连接,是展开的曲线。等分作的越密,曲线越准。放出咬口的量,和板厚处理。弯头下料知道弯曲半径,厚度、几节。
- 塑料风管,山东,济南,青岛,淄博,枣庄,东营..
- 风管
- 北京
- 冯经理
- 通风排气管
- 是
- 矩形
- 塑料
推荐信息
-
 铭泰环保耐酸碱池子,安徽电镀槽PVC塑料槽子生产厂家
铭泰环保耐酸碱池子,安徽电镀槽PVC塑料槽子生产厂家 -
 铭泰环保聚氯乙烯槽子,北京东城异性槽PP塑料槽子生产厂家
铭泰环保聚氯乙烯槽子,北京东城异性槽PP塑料槽子生产厂家 -
铭泰环保聚氯乙烯水槽,安徽黄山水洗槽PVC塑料槽子生产厂家
-
 江西宜春塑料鱼箱PP塑料槽子生产厂家,聚氯乙烯槽子
江西宜春塑料鱼箱PP塑料槽子生产厂家,聚氯乙烯槽子


