中卫PE聚乙烯燃气管厂家

- ¥25.00
- 2024-11-05 04:54:29
- PE聚乙烯燃气管
- 姚海伟 13821868277
- 天津宝利众诚管业有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
PE给水管和PE燃气管生产执行标准不一样,管道承压也不一样,环保标准也不同,所以是不能通用的。国际上把聚乙烯管(polythylene pipe)的材料分为PE32、PE40、PE63、PE80、PE100五个等级,而用于燃气管和给水管的材料主要是PE80和PE100。我国对聚乙烯管材料没有分级,这使得国内聚乙烯燃气管和给水管生产厂家选择原材料比较困难,也给聚乙烯管材的使用带来了不小的隐患。
PE管材的焊接关键的就是掌握好: 加热的时间、加热板的温度、防风处理。 合口时的压力、速度。 管材的清洁。 PE管材的维修: 法兰连接。断水后将损坏的管材锯断,在两端焊上法兰头,中间加上焊好法兰头的短管进行连接。 电熔连接。断水后,破损点较小的话可用鞍型电熔套筒进行修补;当破坏口较大时,锯下被损坏的管材,加上一段新的管材,两端套上电熔套筒加热即可。 哈夫接连接。用传统方式进行连接。
如发现管材有较明显的划痕,应及时采取措施处理,即用单面刀片将划痕处划出“V”字型槽,作压力释放处理;如不作处理就可能在以后的运用中出现开裂、爆管等事故。 管材不能在有尖锐物的地面拖动或滚动。如管材口径小,可采用人工抬的方式搬运;如管材口径较大,可采用用吊装工具或在地面加滚木作铺垫,以免管材划伤。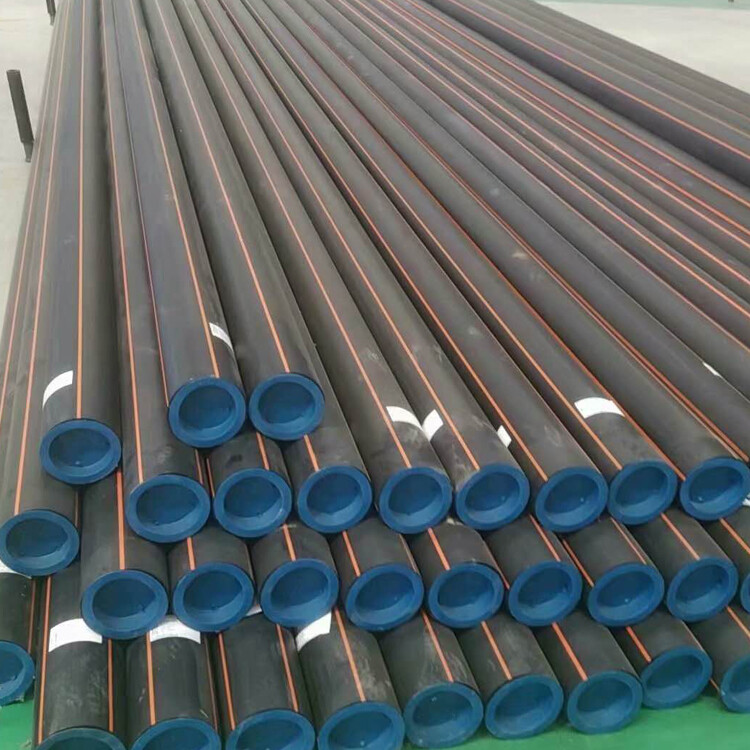
管材端面要清洁。由于管道安装现场灰尘较重,PE管材带静电,会主动将灰尘吸到管材上。而PE管材采用热熔分子对接,如对接处有灰尘,影响焊接质量。(可用工业酒精或高浓度酒精擦拭管口端面) 焊接中压力控制是关键。管材夹紧对好后,用铣刀将端面铣平,用酒精卫生纸清洁端面,放上加热板(也需要清洁)加压使两个管子的端面紧靠加热板,360度观察管材是否起边,确认全部起边后,将机器压力回0,再根据壁厚确定加热时间,加热时间到迅速退后机架,取出加热板,马上前进机架行程,管材两端快速接触时,先调小压力,在两根管材端口接触时,慢慢加大压力,一旦翻边合适立刻停止加压(并保持压力),合口时间在5秒以内,在冷却几分钟后应降低一些压力,保留部分压力(根据具体情况)。然后自然冷却,不能用水冷,冷却时间由管材口径和壁厚来确定。 加热时间要。一般为管材壁厚的18—20倍。
当施工现场有风时,要注意将管材两端进行封堵,做好防风处理。 电压要求在220V(+10V)以免损坏设备,影响接口质量。管道回填,尽量选择细沙,或无尖锐物的原土回填。由于石硝过于尖锐容易嵌入PE管里,损坏管道,建议不要使用。也可先用细沙或黄土打垫层20—30厘米后再用石硝回填。管径大于110以上的管件安装时,应按施工规范进行支墩加固(如弯头、三通处),应按要求安装排气阀门。管材试压时,应将管材接口处外露,以方便检查接口是否焊好。
目前使用的聚乙烯原料PE63、PE80、PE100是什么含义?它们在使用上有什么差别?什么是管材的公称压力(PN)、工作压力、设计压力及其关系?公称压力是指管材20℃持续输送水的工作压力。若水温在25℃-45℃之间应按不同的温度下降系数,修正工作压力。工作压力是指管道正常工作状态下作用在管内壁的大持续运动压力,不包括水的波动压力。设计压力是指管道系统作用在管内壁上的大瞬时压力。一般采用工作压力及残余水锤压力之和。三者的关系:公称压力≥工作压力设计压力=1.5×工作压力工作压力由管网水力计算而得出。
- 宝利
- PE聚乙烯燃气管
- 塑料管
- 姚海伟



