佛山定制马弗炉联系方式






- 面议
- 2025-03-08 10:22:56
- 马弗炉
- 刘锟 18028963555
- 广东德瑞检测设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
硅钼棒在高温氧化气氛下,表面生成一层石英保护层防止硅钼棒继续氧化。当元件温度大于1700℃时,石英保护层熔融,元件在氧化气氛下,继续使用,石英保护层重新生成。硅钼棒不宜在400-700℃范围内长期使用,否则元件会因低温的强烈氧化作用而粉化。
安装使用
1、打开包装后,检查马弗炉是否完整无损,配件是否。一般的马弗炉不需要特殊安装,只需平放在室内平整的地面或搁架上。控制器应避免震动,放置位置与电炉不宜太近,防止因过热而造成内部元件不能正常工作。
2、有热电偶插入炉膛20-50mm,孔与热电偶之间空隙用石棉绳填塞。连接热电偶至控制好用补偿导线(或用绝缘钢芯线),注意正负极,不要接反。
3、在电源线引入处需要另外安装电源开关,以便控制总电源。为了安全操作,电炉与控制器可靠接地。
4、在使用前,将温度表指示仪调整到零点,在使用补偿导线及冷端补偿器时,应将机械零点调整至冷端补偿器的基准温度点,不使用补偿导线时,则机械零点调至零刻度位,但所指示的温度为测量点和热电偶冷端的温差。
5、经检查接线确认无误后,盖上控制器外壳。将温度指示仪的设定指针调整至所需要的工作温度,然后接通电源。打开电源开关,此时温度指示仪表上的绿灯既亮,继电器开始工作,电炉通电,电流表即有电流显示。随着电炉内部温度的升高,温度指示仪表指针也逐渐上升,此现象表明系统工作正常。电炉的升温、定温分别以温度指示仪的红绿灯指示,绿灯表示升温,红灯表示定温。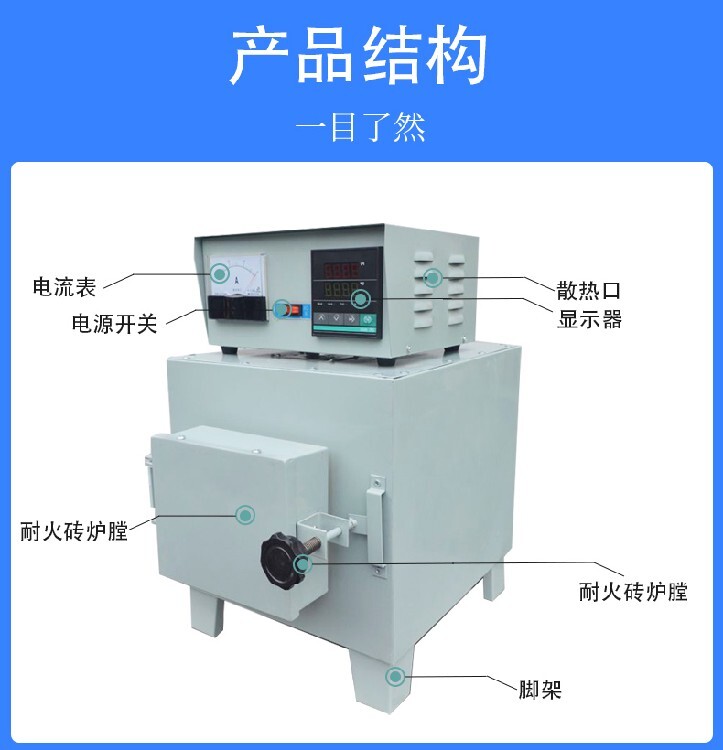
风机位于炉膛后部,通过蜗壳及两侧风道将空气吹过加热元件,气氛加热后水平进入炉膛内对工件进行均匀加热,然后经后部吸风口吸入循环风机,充分循环搅拌。
蜗壳对风机性能影响很大,若去掉蜗壳,风机性能将下降 50%以上。热风箱式炉采用双循环方式,风机置于炉体后部,两侧共两个循环风道,后部蜗壳双向出风。在热风腔体中,由于空间有限,蜗壳的扩张段较短,出口面积大,气流压力损失较大。在设计蜗壳时,导流片的形状应力求扩散合理,导流片数量以4~8片为宜,导流片安装角度根据叶轮形状和流量大小而定。蜗壳的宽度设计时以不碰到叶轮为准。
箱式炉系统以下拉式菜单组织人机界面。下拉式菜单明确标志着用户所处的操作窗口,使用户清楚当前操作的性质,窗口下面的提示行明确提示着在该窗口下允许的操作及操作方法,使本系统极易使用。 错误信息和比较复杂的汉字输入,都通过弹出式窗口给出,这使得系统非常便于操作。
箱式炉的工艺库的设计与零件生产紧密结合,工艺中包含零件处理前、处理时和处理后的各项记录信息,便于监控和查阅。在零件处理过程中,提供在线修改工艺的功能,并可在自动控制过程中加入人为控制因素,使得对零件处理结果的控制更加灵活。 用于模拟计算的参数可调,了对层深要求的各种零件计算结果的准确性。白件入炉后,监控模块就对其监视跟踪,直至出炉。零件处理结果记录中包括零件的入炉时间、出炉时间、处理过程曲线和终处理结果,并可 随时查阅和打印,便于质量跟踪。系统可控制“油淬无中冷”、“油淬带中泠”和“气淬”三种工艺过程,并可实现碳共渗。
- 马弗炉
- 加热设备
- 刘锟


