太原节能振动时效设备操作流程





- ¥12800.00
- 2024-09-09 02:10:40
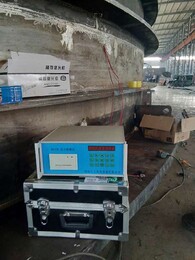
- 振动时效设备
- 张亮 13791031859
- 济南九工机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
“振动时效装置”主要用于工件的整体应力消除和平差,对固定的工件和局部效果不大。 “超声波冲击设备”适用于长焊、多焊及大型桥梁、钢结构等建筑及工件。 另外,根据其输出的高频特性,可以使焊接应力消除率提高到,产生理想的压应力,提高焊接接头的疲劳强度,延长疲劳寿命。
振动时效设备生产厂家济南九工机电有限公司销售,振动时效仪配件,振动时效激振器电机,转速测速装置,高速打印机品牌供应,质量可靠!本公司产品当天订单,当天发货,绝无延期。公司资质,欢迎来厂参观洽谈。
国内使用振动时效设备处理方法消除残余应力,振动时效是用振动能方法降低和均化工件残余应力。选择振动时效设备能够实现频率自动上升或自动下降,可点升频率或点降频率。振动频率可调到任何一个转速,可自动描绘被振工件的频率-幅值特性曲线,能写出共振峰的转速和加速度幅值对应坐标值。
振动时效设备的6大技术要求
1、振动时效设备的主要构成部分及相关介绍 振动时效设备操作方式:自动 + 手动
2、激振力大于 35KN
3、激振器电机功率大于 2.5kw,转速 0-8000 转连续可调
4、自动寻找共振峰且自动进入亚共振区振动
5、振动时效设备与激振器连接电缆、加速度信号线长度20米,加速度信号线要求使用进口低噪声电
6、要求曲线打印,次扫描、振动、第二次扫描在一个坐标系下。
振动时效之所以能够部分地取代热时效,是由于该项技术具有一些明显的特点。 振动时效的几个重要参数是:“支撑点、振型、激振点、加速度、固有频率、时间”其中振动加速度、共振频率、共振时间是 决定工艺效果的主要参数。
振动时效消除构件残余应力技术及其发展
构件在经过焊接、切削、热处理等一系列加工制造工艺后,其内部不可避免地会产生残余应力,影响构件的尺寸稳定性、精度、疲劳强度以及机械加工等性能,甚至促进构件内部的裂纹萌生、扩展以及应力腐蚀。
因此需要采用不同的时效方法来调整构件内部的残余应力分布状态,消除构件内部的峰值应力,从而达到消除和均化构件内部残余应力的目的。
- 振动时效设备
- 振动试验设备
- 张亮



