厂家铸铁平板划线平板钳工装配平板研磨平板





- ¥450.00 1-4件
- ¥430.00 ≥ 5件
- 2021-03-09 08:06:02
- 河北
- 新日
- 平板,平台,划线平板,钳工平板
- 苏经理 15833379789
- 泊头市新日工量具厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
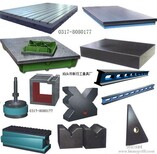
厂家铸铁平板 划线平板 钳工装配平板 研磨平板
铸铁平板(铸铁平台)材料为高强度铸铁HT200-250工作面硬度为HB160—210。经过两次处理(人工退火600•----700•和自然时效2---3 年,使该产品的精度稳定,耐磨性能好;按国家标准计量检定规程执行,分别为0,1,2,3级四个级别。铸铁平板工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应清除型砂、且表面平整,涂漆牢固。各棱边应修钝。铸铁平板在精度等级低于”00″级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。根据用途,在铸铁平板工作面或底面或侧面上可以设置螺纹孔或T型槽、圆孔、长孔、V型槽、C型槽等后,这些部位不应出现工作面的凸起现象,根据具体需要选择所需要的精度;铸铁平板(铸铁平台)工作面应采用刮削工艺,对于“3”级平板工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5um;铸铁平板(铸铁平台)及机床铸件类铸件产品作为一种大型铸件要经过热处理才能提高本身的使用性能,改善铸铁平板的内在质量。金属热处理是机械制造中的重要工艺之一,与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善工件的使用性能。其特点是改善工件的内在质量。铸铁平板(铸铁平台)或机床铸件的精度;使用注意事项:铸铁平板(铸铁平台)在使用时要行安装调试。然后,把铸铁平板(铸铁平台)的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和平台(平板)的工作面有过激的碰撞,防止损坏平台(平板)的工作面;工件的重量更不可以超过平台(平板)的额定载荷,否则会造成工作质量降低,还有可能损坏平台(平板)的结构,甚至会造成平台(平板)变形,使之损坏,无法使用。
厂家铸铁平板 划线平板 钳工装配平板 研磨平板
- 新日
- 平板,平台,划线平板,钳工平板
- 平板
- 苏经理
- 河北
- 新日
- 机械
- 500*500
- 铸铁
- 500*500
- 铸铁平板
铸铁平板信息
-
 四川采购EPBD_华为B+模块实时收购面议
四川采购EPBD_华为B+模块实时收购面议 -
 袁大头怎么出手面议
袁大头怎么出手面议 -
 汕头生产作业外包(制作外包)专业资源多_邦芒人力¥ 100
汕头生产作业外包(制作外包)专业资源多_邦芒人力¥ 100 -
 门花用不锈钢锥管,屏风用不锈钢锥管,装饰用不锈钢小锥管¥ 5
门花用不锈钢锥管,屏风用不锈钢锥管,装饰用不锈钢小锥管¥ 5 -
 小便斗扶手面盆扶手卫生间老年人无障碍扶手¥ 50
小便斗扶手面盆扶手卫生间老年人无障碍扶手¥ 50 -
 你的努力直接影响着你的收入嘉兴管理会计报名面议
你的努力直接影响着你的收入嘉兴管理会计报名面议






VIP推荐信息
-
 博尔塔拉二箱式冷热冲击试验箱,提篮式冷热冲击试验箱供应商
博尔塔拉二箱式冷热冲击试验箱,提篮式冷热冲击试验箱供应商 -
 博尔塔拉二箱式冷热冲击试验箱,吊篮式冷热冲击试验箱供应商
博尔塔拉二箱式冷热冲击试验箱,吊篮式冷热冲击试验箱供应商 -
 广元物业管理智能费控电表尖峰平谷公寓租房预付费电表
广元物业管理智能费控电表尖峰平谷公寓租房预付费电表 -
 南川光电远传直读智能水表可定制阀控M-BUS通讯远程抄表
南川光电远传直读智能水表可定制阀控M-BUS通讯远程抄表



