浙江衢州多功能振动时效设备规格






- 面议
- 2024-11-18 13:32:45
- 振动时效设备,振动时效仪
- 张亮 13791031859
- 济南九工机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
振动时效设备对抗变形能力的影响。零件的变形不仅取决于残余应力的大小和分布,还与松弛刚性和抗变形能力有关。振动时效设备不仅能构减少和均化残余应力,还可提高材料的抗变形能力,即提高材料的弹性性能。
振动时效设备对焊接性能及焊接变形的影响。振动时效设备对焊缝材料有所改善,特别是断裂韧性和疲劳极限的提高,说明振动处理技术可用于焊接构件。采用边振动边焊接方法,对控制冷作、焊接变形、稳定工件尺寸精度、消除工件应力有着不可忽视的作用,焊后可消除变形。
振动时效设备生产厂家济南九工机电有限公司销售,振动时效仪配件,振动时效激振器电机,转速测速装置,高速打印机品牌供应,质量可靠!本公司产品当天订单,当天发货,绝无延期。公司资质,欢迎来厂参观洽谈。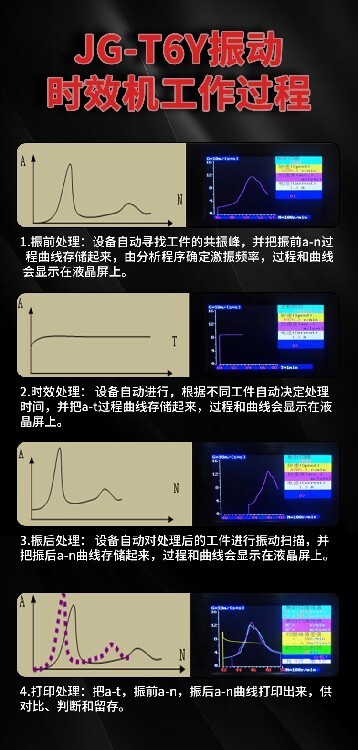
振动时效是我国推广的“、节能、环保”技术,以振动形式对工件施加一个动应力,动应力与工件自身的残余应力叠加后,达到或超过材料的微观屈服极限,使工件出现微观或宏观局部,整体这对于企业提高产品质量,降低时效成本,提高生产效率,解决燃煤热时效对环境污染问题具有重要意义。
振动时效设备工作的条件
1、环境温度
2、控制箱0~+40℃。
3、电机-20~+40℃.
4、相对湿度≤80%。
5、海拔不超过15000m
6、电源电压220v±10%
7、按点升或降按钮时,电机转速应升或降1r/min
8、装置所有转动部分应灵活,无停滞现象,无异常噪声
9、紧固件应牢固无松动
10、轴承应密封防尘,润滑脂应清净
11、控制箱及电机内无异物,无油污等
12、装置表面油漆应干燥无污损、碰坏、裂痕等现象
13、装置空载时,噪声值应补大于85db(A)
14、振动时效装置在正常工作条件下,次大修期不少于500h
振动时效设备的构造和工作过程详解
机械加工过程中,为了零件在毛坯或粗加工情况下仍然具有的切削性能,需要对毛坯或粗加工的轴类零件进行消除内部剩余应力的处理。这种消除内部剩余应力的处理技能主要有两种,一种是调质处理,另一种是振荡时效消除应力。其中,振荡时效处理是经过振荡的方法给轴类零件施加一个动应力,当施加的动应力与轴类零件自身的剩余应力叠加后,到达或材料的微观屈从极,轴类零件就会发生微观或宏观的部分、全体的弹性塑性变形,一起下降并均化轴类零件内部的剩余应力,终究到达避免轴类零件在车削等精加工工序及投入使用后的变形与开裂,稳定轴类零件的尺寸与几许精度。 现在,对包括轴类零件在内的零件进行振荡时效处理的遍及方法是,将毛坯或粗加工好的零件从机床上卸下,搬移至振荡时效处理场地、放置在具有必定弹性的支撑体上,再将激振器安装在被处理零件上、经过激振器对被处理零件输出消除内部剩余应力的激振力,待振荡时效处理好后,再将零件搬移至对应机床进步行相应的精加工。
- 振动时效设备,振动时效仪
- 振动试验机
- 张亮



