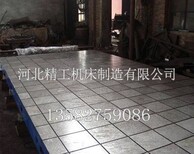
供应大型机床铸件、机床立柱、数控机床铸件





- ¥2100.00 ≥ 1块
- 2023-09-11 14:52:02
- 河北
- 精工
- 机床铸件,数控机床铸件,床身铸件,大型机..
- 河北沧州
- 精工 13582759086
- 河北精工机床制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
机床铸件的优点:
1、树脂砂型刚度好,浇注初期砂型强度高,这就有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。
2、实型铸造生产中采用聚苯乙烯泡塑模样,应用味喃树脂自硬砂造型。当金属液浇入铸型时,泡沫塑料模样在高漫无边际金属液作用下迅速气化,燃烧而消夫,金属液取代了原来泡汪塑料所占据的位置,冷却凝固成与模样形状相同的实型铸件。
3、相对来说,消失模铸造对于生产单件或小批量的汽车覆盖件,机床床身等大型模具等传统砂型有很大优势,它不但省去了昂贵的木型费用,而且便于操作,缩短了生产周期,提高了生产效率,具有尺寸精度高,加工余量小,表面质量好等优势。
铸件非加工表面和外观质量对铸件商品性颇有影响,它们包括:
(1)表面凹凸度(涨箱、缩陷和夹砂);
(2)表面或内腔清洁度(粘砂、粘“涂料层”);
(3)平面度偏差(非加工面起伏不平);
(4)表面粗糙度;
(5)轮廓清晰度(凸台、脐子等结构单元的轮廓清晰度,用肉眼评定)。机床铸件对消失模的要求:涂模(1):涂料要求:采用水基石墨涂料,其波美度为60-70之间,涂刷时在温室内,烘干前严禁搬动,以防止变形(2)刷涂要求:涂料搅拌均匀,刷涂时严谨露白.(3)涂层烘干:涂料供干后要有足够的强度,在50-60℃的烘干24h
机床铸件是机械铸件等众多铸件产品当中用量较大的一种,采用树脂砂、消失模实型铸造,单件达到40吨以上,年生产量在8500吨。
机床铸件材质均为细腻的灰口铸铁HT200-HT300,配比,更高的抗拉抗弯强度,使您购买无后顾之忧。
机床铸件采用国际流行的热处理工艺,使铸件的应力变形减少到小度,长久使用更趋于稳定。
机床铸件灰铸铁件标准:GB9439—88。
机床铸件的特点:
机床铸件耐磨性与消震性好。由于铸铁中石墨有利于润滑及贮油,所以耐磨性好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
机床铸件工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁铸件。另外,由于石墨使切削加工时易于形成断屑,所以灰口铸铁的可切削加工性优于钢。
机床铸件热处理过程:
床身类铸件产品作为一种大型铸件要经过热处理才能提高本身的使用性能,改善铸铁铸件的内在质量。金属热处理是机械制造中的重要工艺之一,与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善工件的使用性能。其特点是改善工件的内在质量。
为使金属工件具有所需要的力学性能、物理性能和化学性能,除合理选用材料和各种成形工艺外,热处理工艺往往是的。钢铁是机械工业中应用广的材料,钢铁显微组织复杂,可以通过热处理予以控制,所以钢铁的热处理是金属热处理的主要内容。另外,铝、铜、镁、钛等及其合金也都可以通过热处理改变其力学、物理和化学性能,以获得不同的使用性能。
整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。
- 精工
- 机床铸件,数控机床铸件,床身铸件,大型机..
- 平板
- 河北沧州
- 精工
- 河北
- 精工
- 机械
- 300*400-3000*6000mm
- 铸铁
- 其它
- 铸铁平板
机床铸件信息
-
 经销商超低折扣DOLD时间继电器 EC7610.32/010AC50/60HZ220V16M¥ 1231
经销商超低折扣DOLD时间继电器 EC7610.32/010AC50/60HZ220V16M¥ 1231 -
 江苏连云港框架式混凝土整平机桥面振动梁图片¥ 1000
江苏连云港框架式混凝土整平机桥面振动梁图片¥ 1000 -
 空气净化器原理_五重过滤净化系统¥ 899
空气净化器原理_五重过滤净化系统¥ 899 -
 铡刀式剪板机手提剪板机面议
铡刀式剪板机手提剪板机面议 -
 随州¥ 10
随州¥ 10 -
 汽车钻机反循环钻机打井机¥ 113000
汽车钻机反循环钻机打井机¥ 113000






VIP推荐信息
-
 航空紧固件MS21289-06,航空标准件MS35206-216
航空紧固件MS21289-06,航空标准件MS35206-216 -
 原装原厂进口品牌的航空紧固件MS35265-15,航空标准件
原装原厂进口品牌的航空紧固件MS35265-15,航空标准件 -
 原装原厂品牌的航空紧固件型号是NA0125A050008,航空标准件
原装原厂品牌的航空紧固件型号是NA0125A050008,航空标准件 -
原装原厂品牌的航空紧固件的型号是NAS1106-34,航空标准件


