佛山销售影像测量仪联系方式




- 面议
- 2024-09-13 15:59:42
- 影像测量仪
- 刘锟 18028963555
- 广东德瑞检测设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
功能特点
1、多点测量点、线、圆、孤、椭圆、矩形,提高测量精度;
2、组合测量、中心点构造、交点构造,线构造、圆构造、角度构造;
3、座标平移和座标摆正,提高测量效率;
4、巨集指令,同一种工件批量测量更加方便快捷,提高测量效率;
5、测量数据直接输入到AutoCAD中,成为完整的工程图;
6、测量数据可输入到Excel或Word中,进行统计分析,可割出简单的Xbar-S管制图,求出Ca,等各种参数;
7、多种语言界面切换;
8、记录用户程序、编辑指令、教导执行
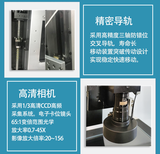
9、大地图导航功能、刀模具立体旋转灯、3 D扫描系统、快速自动对焦、自动变倍镜头。
10、可选购接触式探针测量,用于接触式测量不规则的产品,如椭圆、弧度 、平面度等尺寸;
11、此外,影像测量仪还可以检测圆形物体的圆度、直线度、以及弧度
12、在影像仪下绘制的图像,可以直接保存为dxf文件,该文件可以在autocad软件中直接打开!或者是导入到三维软件中
13、影像测量仪若是在加了探针的情况下,还可以直接用探针打点然后导入到逆向工程软件做进一步处理!软件可以自由实现探针/影像 相互转换
挑选影像测量仪重要看影像测量仪的显像是不是清晰,以及精度是不是达标。现在国产影像测量仪大部分的CCD采用进口的,将所能捕捉到的图象通过数据线传输到电脑的数据采集卡中,之后由软件在电脑显示器上成像,由操作员用鼠标在电脑上进行快速的测量。有的生产生为了节约成本可能会采用国产的,造价比较低,效果就稍微差点。
相比于手动机台,自动机台在价格上是无法去其相比的,一个手动的仪器,其价格仅仅是几万而已,而自动仪器的价格则是动辄几十万,因此自动机台在这方面是不具备优势的。那么我们就将二者的性能进行比较。手动与自动的操作方式不同,所以性能也有很大的区别,手动机台由于人为操作的因素,所以在检测过程中会产生很大的人为误差,这也手动二次元在检测中的精度就会大大的逊色与自动机型,再者手动机台由于需要手动进行控制,所以它的检测效率相比于自动机台,也是具有很大的差距,这样就无法满足相当大一部分客户的需求。
- 影像测量仪
- 复合型影像测量仪
- 刘锟