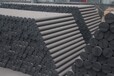
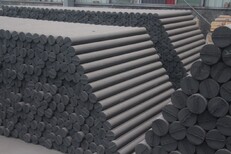
湖南功率石墨电极焙品规格,石墨化电极坯


- 面议
- 2024-11-16 02:30:01
- 石墨电极焙品,石墨电极生坯,石墨化电极坯
- 阮训彬 18960522202
- 炭基科技(三明)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
石墨电极焙烧品,包括制造功率石墨电极,高功率石墨电极和普通功率石墨电极的炭素焙烧品。生产的石墨电极焙烧品的生产工艺为挤压成型,其质量优于YB-TO99-1977标准,其大特点是体积密度大,抗压强度高,电阴率低,易石墨化。石墨成品率高,在全国有较高的声誉。
焙烧:什么是煅烧?烘焙的目的是什么?
焙烧是压型后的生制品在加热炉内的保护介质中,在隔绝空气的条件下,按一定的升温速度进行加热的热处理过程。
机械加工:炭素制品为什么要进行机械加工?
(1)整形的需要,具有一定的尺寸和形状的压型后的炭素生制品,在焙烧和石墨化过程中发生不同程度的变形、碰损,同时其表面还粘结着一些填充料,如果不经过机械加工就不能使用,因此对产品整形,加工成规定的几何形状。
(2)使用的需要,按照用户的使用要求进行加工。如电炉炼钢的石墨电极需要连接使用,在产品两端车制成螺纹孔,然后用特制的带螺纹的接头将两根电极连接起来使用。
(3)工艺上的需要,有的产品要根据用户使用上的工艺需要,加工成特殊的形状和规格,甚至要求较低的表面粗糙度。
敞开式环式焙烧炉影响电极质量的因素:
1.炉体结构对电极质量的影响
由于敞开式环式焙烧炉与带盖炉相比,火道墙要厚很多,敞开式炉砖墙厚为113mm,而带盖炉的格子砖墙厚度仅为30mm,开始升温时敞开式炉耐火砖需要蓄热量大,温升慢;另外带盖炉的热烟气都是通过火井从炉底往上走,而敞开式炉有一半是从上向下。总之敞开式炉不利于阻止电极焙烧时黏结剂的迁移,易造成焙烧出来电极结构不均匀。
2.炉箱尺寸对电极质量的影响
3.火道砖的砖型对电极质量的影响
应用领域:
(1)用于电弧炼钢炉;电炉炼钢是石墨电极的使用大户。我国电炉钢产量约占粗钢产量的18%左右,炼钢用石墨电极占石墨电极总用量的70%~80%。电炉炼钢是利用石墨电极向炉内导入电流,利用电极端部和炉料之间引发电弧所产生的高温热源来进行冶炼。
(2)用于矿热电炉;矿热电炉主要用于生产工业硅和黄磷等,其特点是导电电极的下部埋在炉料中,在料层内形成电弧,并利用炉料自身的电阻所发出的热能来加热炉料,其中要求电流密度较高的矿热电炉需用石墨电极,例如每生产1t硅需消耗石墨电极约100kg,每生产1t黄磷需消耗石墨电极约40kg。
(3)用于电阻炉;生产石墨制品的石墨化炉、熔化玻璃的熔窑和生产碳化硅用的电炉等都属于电阻炉,炉内所装物料既是发热电阻又是被加热对象,通常,导电用的石墨电极嵌入电阻炉端部的炉头墙中,用于此处的石墨电极不连续消耗。
(4)用于制备异型石墨产品;石墨电极的毛坯还用于加工成各种坩埚、模具、舟皿和发热体等异型石墨产品。例如,在石英玻璃行业,每生产1t电熔管,需用石墨电极坯料10t;每生产1t石英砖,需消耗石墨电极坯料100kg。
二次焙烧是焙烧品浸渍后进行再次焙烧,使浸入焙烧品孔隙中的沥青炭化的工艺过程。生产体积密度要求较高的电极(除RP以外的所有品种)和接头坯料需进行二焙,接头坯料还需进行三浸四焙或二浸三焙。
焙烧炉主要炉型:连续作业----环式炉(带盖、不带盖)、隧道窑间歇作业----倒焰窑、车底式焙烧炉、箱式焙烧炉。
焙烧曲线及高温度:一次焙烧----320、360、422、480小时,1250℃二次焙烧----125、240、280小时,700-800℃。
焙烧品的检查:外观敲击、电阻率、体积密度、抗压强度、内部结构剖析。
- 石墨电极焙品,石墨电极生坯,石墨化电极坯
- 石墨
- 阮训彬