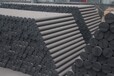
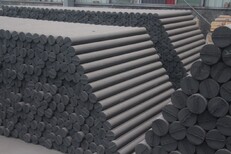
北京石墨电极焙品出售,石墨化电极坯


- 面议
- 2025-02-03 03:58:22
- 石墨电极焙品,石墨电极生坯,石墨化电极坯
- 阮训彬 18960522202
- 炭基科技(三明)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
浸渍是将木炭材料放入压力容器中,在一定温度和压力条件下,液体浸渍剂沥青渗入产品电极孔的过程。目的是降低产品的空气空速,提高产品的体积密度和机械强度,改善产品的导电性和导热性。
浸渍的工艺流程及相关技术参数是:焙烧坯——表面清理——预热(260-380℃,6-10小时)——装入浸渍罐——抽真空(8-9KPa,40-50min)——注沥青(180-200℃)——加压(1.2-1.5MPa,3-4小时)——返沥青——冷却(罐内或罐外)
石墨电极加工分为电极本体和接头两个立加工过程。
本体加工包括镗孔与粗平端面、车外圆与精平端面和铣螺纹3道工序,圆锥形接头的加工可分为6道工序:切断、平端面、车锥面、铣螺纹、钻孔安栓和开槽。
电极接头连接方式:圆锥形接头连接(一吋三扣和一吋四扣)、圆柱形接头连接、凹凸连接(公母扣连接)
加工精度的控制:螺纹锥度偏差、螺纹螺距、接头(孔)大径偏差、接头孔同轴度、接头孔垂直度、电极端面平整度、接头四点偏差等。用环规和板规等检查。
成品电极的检查:精度、重量、长度、直径、体积密度、电阻率、预装配合精度等。
随着科技的不断进步,石墨电极将逐渐取代铜电极在电火花加工中的作用,两者相比,该产品具有以下六大优势:
1.放电速度快 石墨放电速度比铜快2-3倍,且材料不易变形。
2.重量轻 石墨密度仅为铜密度的1/5,大型电极进行放电加工时,该产品能有效的降低机床的负担。
3.损耗小 火花油中含有C原子,放电加工时的高温会导致火花油中的C原子被分解出来,并在该产品的表面形成保护膜,从而补偿了石墨的损耗。
4.刺 铜电极加工结束后需手工去除毛刺,而石墨则没有毛刺产生,能够节约大量的成本和人力。
5.易抛光 石墨切削阻力为铜材的1/5,操作时更容易进行手工研磨和抛光。
6.成本低 石墨产品的价格比铜低30%-60%,价格比较稳定。
综上所述,石墨电极 具有众多优势,相比于铜电极,更适合用于电火花加工。
石墨是一种非金属材料,熔点,达3 650℃,而铜的熔点是1083 ℃,因此石墨电极能承受更大的电流设定条件。当放电面积与电极尺寸缩放量越大时,石墨材料率粗加工的性越显著。石墨的导热系数是铜的1/3,其放电过程中产生的热能可更有效地用于去除金属材料,因此在中、精加工中,其加工效率也比铜电极要高。根据加工经验,在正确的使用条件下,石墨电极的放电加工速度要比铜电极整体快1.5~2倍。
碳有各种形式,包括晶体元素碳,如金刚石和石墨;无定形碳,例如煤;有动植物等复杂的有机化合物;如碳酸盐、大理石等。碳的物理和化学性质取决于它的晶体结构。高硬度的金刚石和软而油腻的石墨有不同的晶体结构,各有各的外观、密度、熔点等。
1、作耐火材料:石墨及其制品具有耐高温、高强度的性质,在冶金工业中主要用来制造石墨坩埚,在炼钢中常用石墨作钢锭之保护剂,冶金炉的内衬。
2.作导电材料:在电气工业上用作制造电极、电刷、碳棒、碳管、水银正流器的正极,石墨垫圈、电话零件,电视机显像管的涂层等。
石墨具有良好的化学稳定性。经过特殊处理的石墨具有耐腐蚀、导热性好、渗透率低的特点,因此被广泛用于制作换热器、反应罐、冷凝器、燃烧塔、吸收塔、冷却器、加热器、过滤器和泵类设备。广泛应用于石油化工、湿法冶金、酸碱生产、合成纤维、造纸等工业部门,可节约大量金属材料。
作铸造、翻砂、压模及高温冶金材料:由于石墨的热膨胀系数小,而且能耐急冷急热的变化,可作为玻璃器的铸模,使用石墨后黑色金属得到铸件尺寸,表面光洁成品率高,不经加工或稍作加工就可使用,因而节省了大量金属。在生产硬质合金的粉末冶金工艺中,石墨材料通常用于制造烧结用压模和瓷舟。晶体生长坩埚、区域精炼容器、支撑夹具、感应加热器等。都是由高纯度石墨制成的。此外,石墨还可用作真空熔炼石墨绝热板和底座、高温电阻炉管、棒、板、栅棚等部件。
- 石墨电极焙品,石墨电极生坯,石墨化电极坯
- 石墨
- 阮训彬