幕墙方孔冲孔网铝板冲圆孔板/徐州祥东厂家






- 面议
- 2024-11-11 03:23:18
- 江苏
- 按客户要求
- 冲孔网
- 靳佩东 18651786989
- 徐州祥东筛网有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
冲孔方式编辑 1、同方向的连续冲裁:使用长方形冲孔网模具部分重叠加工的方式,可以进行加工长型孔、切边等。 2、连续成形:成型比冲孔网模具尺寸大的成型加工方式,如大尺寸百叶窗、滚筋、滚台阶等加工方式。 3、蚕食:使用小圆模以较小的步距进行连续冲制弧形的加工方式。 4、多方向的连续冲裁:使用小冲孔网模具加工大孔的加工方式。 5、单次成形:按模具形状一次浅拉深成型的加工方式。 6、单冲:单次完成冲孔,包括直线分布、圆弧分布、圆周分布、栅格孔的冲压。 7、阵列成形:在大板上加工多件相同或不同的工件加工方式 [1] 。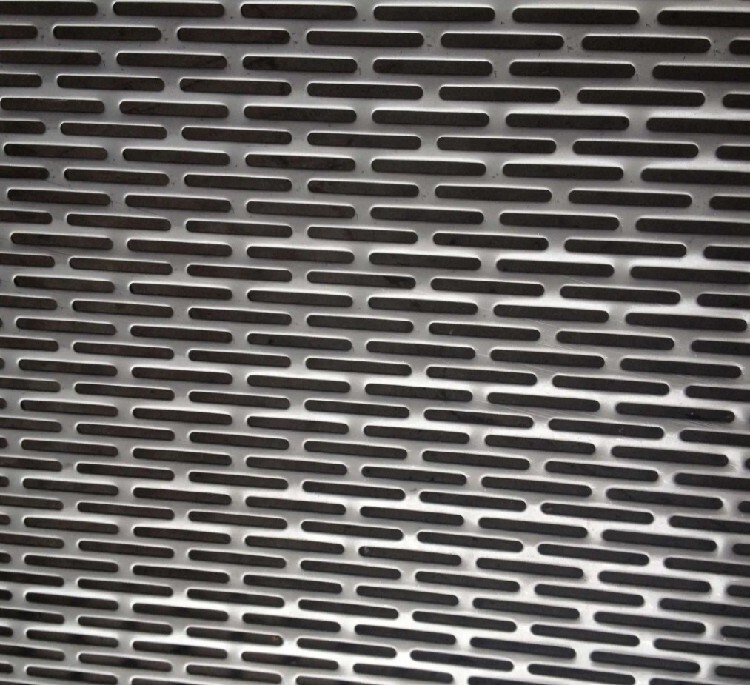
左边缘平坦度越大,平整度越差,特别是开孔率越大,孔径越大,四面空白越大,平坦度越差。 冲孔网络需要在处理后分层。矫程中会产生扭矩,影响机床结构和矫直轧辊。这就要求调整矫直辊的支承结构,使冲孔板穿过多辊矫直机的两排滚子之间的钢板抛丸机,使各部分的应力超过其数据屈服点,得到反向的反复曲折,从而消除了产品的波浪形变形。从机器里出来的金属片是平的。 我们经常使用轧制来综合处理冲孔网的表面硬度、疲劳强度和耐磨性。从而降低产品的表面粗糙度,提高产品的使用寿命。轧制矫直一般是在轧制产品的过程中完成的,这样不仅不会损坏产品的表面,还会使冲孔网络的表面受到更平均的轧制。滚压矫直的方法是检查产品一次轧制后冲孔网的径向跳动,并将其调整到与冲压网络弯曲尺寸成正比的扁机中心,然后再进行二次轧制。然后用表盘指示器和调整四爪卡盘的卡盘对产品进行校正。这样,冲孔网产品光滑刺现象,使用时间和效果大大提高。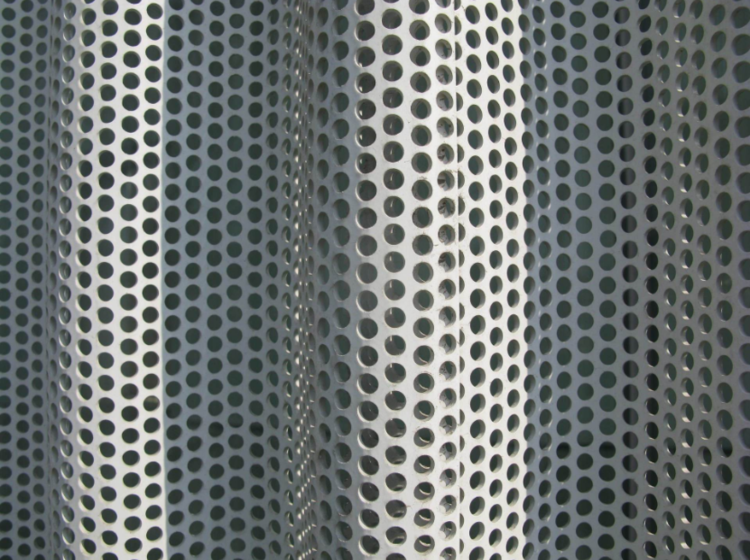
生产设备: 我们拥有的数控冲压生产设备,可以冲制的产品,日产量可达到2000㎡,可以冲制的板材厚度在0.1mm-25mm之间。 板材校平:由于各种规格的冲孔网在生产过程中的受力程度不一样,会有变形的可能,所以我们使用校平机可以把冲制过的变形的冲孔板恢复它的原始平整状态。板材厚度0.8mm-12mm的钢板都可以进行整平。 切割剪边:根据客户定做的不同规格,我们生产以前是整张板材,生产完成后我们还需要裁剪成客户所需的标准尺寸。如果制作过程的板边超出了您要求的公差范围,我们娴熟的技术人员可以按您的要求帮您除去多余的边。 板面清洁:冲孔网的工序要求使用润滑剂,但是我们也有一个除油的过程可以除去它表面的痕迹,使冲孔网显得洁净,也方便做一些表面处理工作。除了客户预定,我们还可以为您提供一系列的后续加工,包括:整平、切割、深 加 工:然后再根据客户的要求进行下一步深加工处理,比如:折弯、卷筒、焊接、冲角、成型、贴标、包装、去刺、等程序。
板面清洁:冲孔网的工序要求使用润滑剂,但是我们也有一个除油的过程可以除去它表面的痕迹,使冲孔网显得洁净,也方便做一些表面处理工作。除了客户预定,我们还可以为您提供一系列的后续加工,包括:整平、切割、深 加 工:然后再根据客户的要求进行下一步深加工处理,比如:折弯、卷筒、焊接、冲角、成型、贴标、包装、去刺、等程序。 表面处理:还有就是由于冲孔网产品的用途十分广泛,用于各行各业比如:装修、防护、散热、隔音、防滑、通风、这些行业还需要对产品表面做一些防腐、防锈美观的处理。
不锈钢冲孔板分类: 1、圆孔不锈钢冲孔板 2、方孔不锈钢冲孔板 3、异形不锈钢冲孔板 4、微孔不锈钢冲孔板 5、防滑不锈钢冲孔板 6、道路吸引、隔音不锈钢冲孔板
不锈钢板材加工时有哪些难点: 1、磨损加快:上述材料一般含高熔点元素、塑性大,切削温度高,使磨损加快,磨刀、换刀频繁,从而影响了生产效率,提高了使用成本。主要是降低切削线速度,进给。采用加工不锈钢或者高温合金的,钻孔攻丝尽量内冷。 2、加工硬化严重:奥氏体不锈钢以及一些高温合金不锈钢均为奥氏体组织,切削时加工硬化倾向大,通常是普通碳素钢的数倍,在加工硬化区域内切削,使寿命缩短。 3、切削力大,切削温度高:不锈钢材料强度大,切削时切向应力大、塑性变形大,因而切削力大。此外材料导热性很差,造成切削温度升高,且高温往往集中在刃口附近的狭长区域内,从而加快了的磨损。
- 冲孔网
- 金属网
- 靳佩东
- 江苏
- 按客户要求
- 多种用途
- 圆孔
- Q235
推荐信息
-
 4mm打混凝土钢筋网片有货萧县打地面4mm焊接钢丝网片
4mm打混凝土钢筋网片有货萧县打地面4mm焊接钢丝网片 -
 150*150地库防裂钢筋网片萧县地面加固地暖钢丝网片
150*150地库防裂钢筋网片萧县地面加固地暖钢丝网片 -
 本地生产2-8mm建筑钢筋网片睢宁打混凝土地方防裂钢丝网片
本地生产2-8mm建筑钢筋网片睢宁打混凝土地方防裂钢丝网片 -
 打地坪钢筋网片用那种规格睢宁屋面回填地暖钢丝网片
打地坪钢筋网片用那种规格睢宁屋面回填地暖钢丝网片



