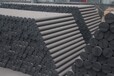
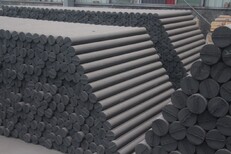
承接石墨电极焙品多少钱


- 面议
- 2025-01-17 03:58:20
- 石墨电极焙品,石墨电极生坯,石墨化电极坯
- 阮训彬 18960522202
- 炭基科技(三明)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
浸渍的工艺流程及相关技术参数是:焙烧坯——表面清理——预热(260-380℃,6-10小时)——装入浸渍罐——抽真空(8-9KPa,40-50min)——注沥青(180-200℃)——加压(1.2-1.5MPa,3-4小时)——返沥青——冷却(罐内或罐外)
石墨电极加工分为电极本体和接头两个立加工过程。
本体加工包括镗孔与粗平端面、车外圆与精平端面和铣螺纹3道工序,圆锥形接头的加工可分为6道工序:切断、平端面、车锥面、铣螺纹、钻孔安栓和开槽。
电极接头连接方式:圆锥形接头连接(一吋三扣和一吋四扣)、圆柱形接头连接、凹凸连接(公母扣连接)
加工精度的控制:螺纹锥度偏差、螺纹螺距、接头(孔)大径偏差、接头孔同轴度、接头孔垂直度、电极端面平整度、接头四点偏差等。用环规和板规等检查。
成品电极的检查:精度、重量、长度、直径、体积密度、电阻率、预装配合精度等。
抗氧化涂层石墨电极 表面涂覆一层抗氧化保护层(石墨电极抗氧化剂)的石墨电极。形成既能导电又耐高温氧化的保护层,降低炼钢时的电极消耗(19%~50%),延长电极的使用寿命(22%~60%),降低电极的电能消耗。
随着高科技的发展,石墨材料的制造工艺得到了改善,能够满足多种火花加工需求的石墨材料层出不穷,市场上正在出现石墨高速铣床,数字火花加工机械的石墨放电性能也全面提高。当今,在制造技术的欧洲,模具企业超过90%的电极材料采用石墨。航空航天、汽车、家电、电子等模具已大范围采用石墨作为电极材料,这种显著变化归功于石墨电极可实现率、加工等诸多优势。
根据所用原料的不同和成品物理化学指标的区别,石墨电极分为普通功率石墨电极(RP级),高功率石墨电极(HP级)和功率石墨电极(UHP级)3个品种。这是因为石墨电极主要供电弧炼钢炉作为导电材料使用,20世纪80年代国际电炉炼钢工业把电弧炼钢炉按每吨炉容量的变压器输入功率大小分为3类:普通功率电炉(RP炉)、高功率电炉(HP炉)和功率电炉(UHP炉)。20t以上的普通功率电炉每吨炉容量的变压器输入功率一般为300kW/t左右;高功率电炉为400kW/t左右;把40t以下的电炉输入功率500~600kW/t、50~80t的电炉输入功率400~500kW/t、100t以上的电炉输入功率350~450kW/t称为功率电炉。
作耐磨润滑材料:石墨在机械工业中常作为润滑剂。润滑油往往不能在高速、高温、高压的条件下使用,而石墨耐磨材料可以在200~2000 ℃温度中在很高的滑动速度下,不用润滑油工作。许多输送腐蚀介质的设备,广泛采用石墨材料制成活塞杯,密封圈和轴承,它们运转时勿需加入润滑油。石墨乳也是许多金属加工(拔丝、拉管)时的良好的润滑剂。
- 石墨电极焙品,石墨电极生坯,石墨化电极坯
- 石墨
- 阮训彬