云南供应SF-1S不锈钢卷制衬套多少钱



- 面议
- 2024-11-04 00:51:32
- SF-1S自润滑不锈钢卷制衬套无油轴承,SF-1..
- 郜经理 13120519830
- 上海广斌轴承厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
安装须知
1. 应确定轴心、轴壳的 配合面是否有撞伤、突起等。
2. 是否有尘埃或铸模砂附在轴承壳表面。
3. 虽是细微的撞伤、突起等,如有要用油磨石或细砂纸除去。
4. 为了避免在容装时产生碰伤,轴及轴壳的表面应抹少量的 润滑油。要将轴承安装在轴心时须在内环施力,要将轴承安装于轴承壳时,须在外环 施力。要在轴承施力时,务必留神使力量垂直且均匀而下,偏打必会使轴承受伤。 为此尽量避免偏打。
5.无油轴承轴承的保持器以及密封板也不可施力。使用铁鎚与套管的安装方法,是一般常使用的方法,因为会损坏轴承,所以 千万不可直接敲打。务必如图一般,使套筒介在中间而敲打进去。铁鎚应轻 轻敲打。在机械的构造上,内外环均为紧配合时,应使用垫板,务必使力量能同时加 于内外环压入进去。 若只在内环加力压入,则力量必介滚珠而压入外环,因此,会在轨道面造成 伤痕。要将裕度大的轴承装在轴上时,在洁净的油中,将轴承加热到 80 ~ 90度, 使内径膨胀来安装的方法,被广泛采用。
6.轴承的硬度,因过热而有减低之虑,因此,不能超出 100度。此时,轴 承使用钢丝来悬吊,或放置于金属丝纲,支撑板之上,切勿放置在槽底。轴承达到希望的温度(100度以下)时,就应立即从槽中取出,迅速套进轴 上,轴承会随着温度下降而收缩,有时轴肩与轴承端面之间,会产生间隙,因此, 需使用工具,将轴承往轴方向压紧。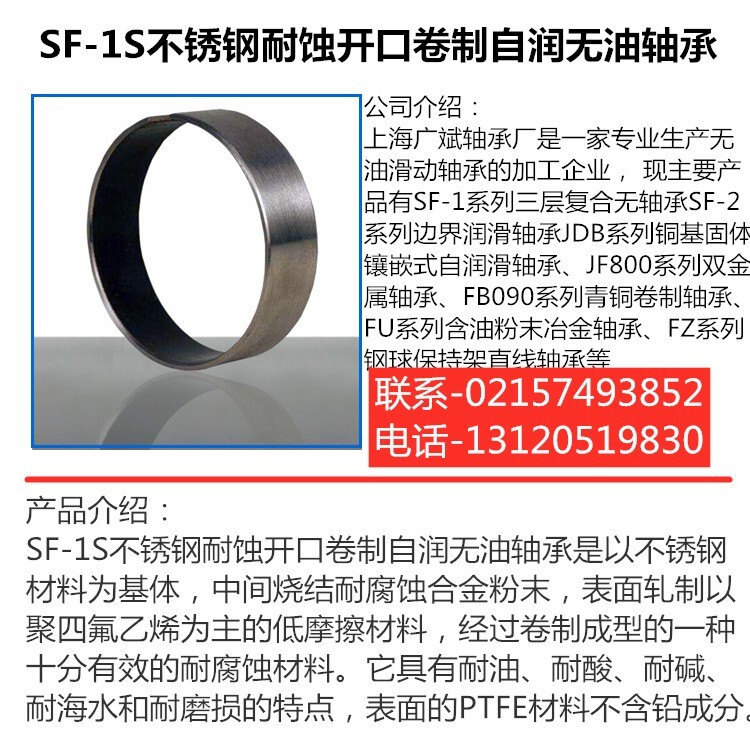
铜合金镶嵌型自润滑轴承(国标GB/T23894-2009),是运用广泛的镶嵌型自润滑轴承产品。这种材料结构结合了金属的高负载、良好的抗冲击能力和非金属低摩擦系数的优点及固体润滑剂的自润滑性能,可满足于各种不同工况的使用。使其在使用过程中无需加油维护。产品被广泛用于高载、间歇性或摇摆运动,如汽机车生产流水线、水轮机、水库工作/事故门、塑胶机械等。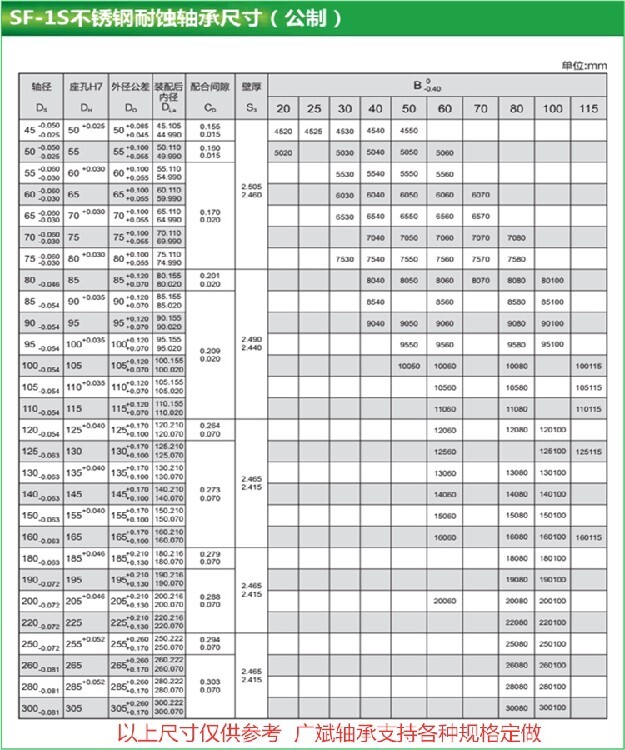
为了解决机械设备中的高温、低速、重载、灰尘大、水冲淋和有冲击振动的润滑问题,选用无油自润滑轴承。
轴承的构造
自润滑轴承是在轴承基体的金属摩擦面上开发排列有序大小适当的孔穴,并嵌入二硫化钼、石墨等制成复合自润滑块镶嵌在金属套上,制成的复合轴承,固体润滑剂磨擦面积达25-65%。固体自润滑块能在280℃的高温下正常工作。但由于其机械强度低,承载能力弱,易产生变形,把它镶嵌在金属孔槽内便能抑制这种缺点,形成了金属部分起承载作用,自润滑块起润滑作用。这种自润滑轴承的润滑机理是在轴与套的滑动摩擦过程中,自润滑材料分子的一部分转移到轴的金属表面上,填平微小不平面,并形成了一层较稳定的固体润滑膜,造成固体润滑膜之间对磨,防止轴与套的粘着磨损。这种合理性的结合综合了铜合金与非金属减磨材料的各自互补优点,特别适合于无油、高温、高负载、低速度,防污、防蚀、强辐射环境中的运动幅,以及在水中或其它溶液浸润而根本无法加润滑油脂的特殊工况条件下使用。
- SF-1S自润滑不锈钢卷制衬套无油轴承,SF-1..
- 滑动轴承
- 郜经理



