插齿机插齿,键槽加工动力刀座



- 面议
- 2024-06-08 03:46:03
- 4mm
- 3~70mm
- 插齿机-插齿动力刀座,插槽刀座,车削动力..
- 高经理 15229380861
- 陕西渭柏精密机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
插齿动力刀座加工参数:
1可插35 50、65毫米3种长度的键槽。
2.31:4的减速比(将1.600rpm的转速转化为每分钟400个冲程)使插槽刀座可在功率有限的情况下加工硬质材料.
REV插齿机 初次使用
将插削机安装在车床上。稍微松开固定螺栓 8,然后使用比较仪对插削机进行对齐。后者放置在对齐区域 7 上。插削机完全对齐后,请再次拧紧固定螺栓 8,并以每分钟 150 次的速度让插削机运行约 10 分钟。用普通的导轨用油润滑移动的滑架。这将有助于软化密封条以及在使用前对插削机进行试运转
REV插削动力刀座如何上油:
为了保持机械性能,我们建议每使用 10 个小时后,对插削机进行一次上油,上述时间是仪器实际使用的时间(请参见注油计算示例)。使用 Persian Poligrease EP 1。当意识到油脂从移动滑架的周边区域中流出时,请暂停上油。注油计算示例如果生产一个工件需要 2 分钟,完成单一键槽需要 10 秒钟,那么在约 3600 件工件之后,执行注油。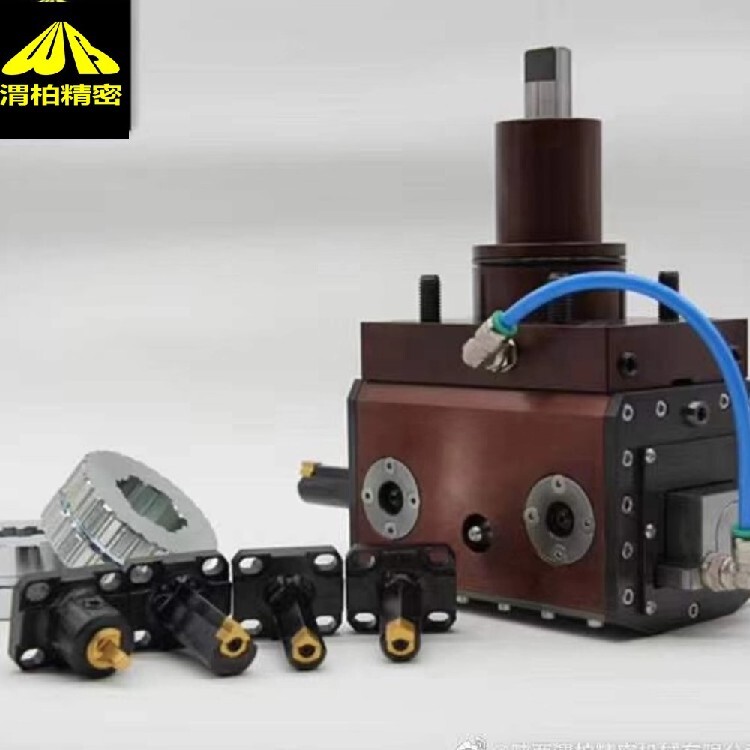
REV键槽插削动力头是一种新型的系统,用在带动力传动刀座的数控车床上(车削中心). 这些年来在开槽加工方面获得的经验使REV能够理解操作人员在开槽加工过程中遇到一系列问题,并制定正确的解决方案来应用于设备。这种刀座通过刚性设计,来获得表面加工质量。
意大利REV键槽插削机、键槽插削动力刀座说明书
自动化插削机的设计旨在以有效的方式解决在数控车床上执行某些加工时遇到的问题,比如从简单的键槽到内齿或外齿轮廓。自动化插削机的设计旨在获得可能情况下的刚性。此特性可延长镶件的使用时间,并在加工表面上获得佳的光洁度。
REV插削动力刀座外部轮廓加工技术简介
此短视频展示了外部加工:完成了一个外部开槽的轮廓 DIN 5482 模块 2.5 Z = 30。
加工材料为硬度 35 HRC 的合金钢。
单槽的完成时间为 4 秒,而完成整个齿形轮廓的总时间约为 2 分钟。
考虑到工具的刚性,所以加工非常简单并且具有的光洁度。
为了正确且有效地使用此工具,公司可为客户提供开发的程序。该程序适用于市场上的
所有数控车床。
- 插齿机-插齿动力刀座,插槽刀座,车削动力..
- 刀具/夹具
- 高经理
- 4mm
- 3~70mm
- 是
- 是
- 多款供选
- 硬质合金



