平湖从事注塑模具,塑料模具



1/5
- ¥8000.00
- 2024-12-28 03:21:10
- 是
- 铁
- 注塑模具,塑胶模具,塑料模具
- 袁杰 13456317022
- 嘉兴晗晴电子有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
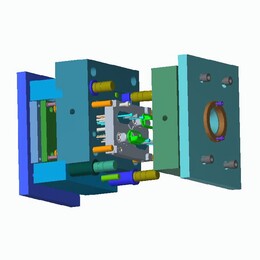
在注塑过程将近结束时,螺杆停止旋转,只是向前推进,此时注塑进入保压阶段。保压过程中注塑机的喷嘴不断向型腔补料,以填充由于制件收缩而空出的容积。如果型腔充满后不进行保压,制件大约会收缩25%左右,特别是筋处由于收缩过大而形成收缩痕迹。保压压力一般为充填大压力的85%左右,当然要根据实际情况来确定。
注塑成型加工过程中所用的塑料原料多种多样,模具设计的种类和形式也是五花八门,另外,操作工人对于特定注塑机的熟悉程度以及工人之间的操作技能,实践经验的差异也各不相同,同时,客观环境(如环境温度、湿度、空气洁净程度)也会随着季节变化而不同,这些客观和主观条件共同决定了注塑成型制品缺陷的产生。
模具材料重要的因素是热强度和热稳定性,常用料模具材料:工作温度 成形材料 模具材料 <300℃锌合金Cr12、Cr12MoV、S-136、SLD、NAK80、GCr15、T8、T10。 300~500℃铝合金、铜合金 5CrMnMo、3Cr2W8、9CrSi、W18Cr4V、5CrNiMo、W6Mo5Cr4V2、M2。 500~800℃ 铝合金、铜合金、钢钛 GH130、GH33、GH37。 800~1000℃ 钛合金、钢、不锈钢、镍合金 K3、K5、K17、K19、GH99、IN100、ЖC-6NX88、MAR-M200、TRW-NASA、WA。 >1000℃ 镍合金 铜基合金模具、硬质合金模具。
- 注塑模具,塑胶模具,塑料模具
- 注塑模具
- 袁杰
- 是
- 铁
- 移动式模具
- 固定式模具
- ISO9001
- 塑料
- 金属
- 家电
嘉兴晗晴电子有限公司为你提供的“平湖从事注塑模具,塑料模具”详细介绍



