广告
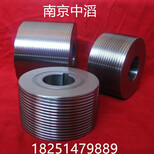
南京中滔供应建筑钢筋普通/高强型滚丝轮配件





1/6
- ¥1.00 ≥ 1副
- 2021-12-10 14:26:02
- 其它
- 建筑工地钢筋滚丝
- 普通滚丝轮(2.5),普通滚丝轮(3.0),高..
- 朱文静 18251479889
- 南京中滔供应链管理有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
滚丝轮
产品描述
1、滚丝机床精度差,振动大,运转不正常下服役;
2、滚丝模具对位不正,被滚压件发生轴向位移,牙纹受到剪切和挤压两种应力作用;
3、被滚压螺纹丝坯尺寸大小不均,表面未清理干净,有砂轮沫、氧化皮和污脏物;
4、被滚压件硬度不均匀(8.8级螺栓应在27~30HRC;10.9级应在35~37HRC),防止有时因管理不善将未经回火的高硬度(50~55HRC)的淬火件混和入回火件中,其硬度与滚丝轮牙纹刃口硬度相近,导致崩刃。
5、滚压时未加入润滑剂,造成干摩擦,使牙尖温度急剧升高至超过滚丝轮回火温度,牙纹过度回火被软化,发生倒牙、堆牙失效;
6、滚丝轮出厂前充分退磁,不允许留有残磁,否则工作时因牙纹吸附细铁沫将加速磨损失效。
保管注意事项:
1.滚丝轮在运用完以后应该整理洁净丝扣中的铁销,避免下次运用时分形成咬齿。
2.滚丝轮长时间不用的情况下应该在表面涂一层油,防止和空气接触 氧化 造成尺度不。
3.滚丝轮在保管时应该分类放好,不要随意丢掉。
- 普通滚丝轮(2.5),普通滚丝轮(3.0),高..
- 模具
- 朱文静
- 其它
- 建筑工地钢筋滚丝
- 金属
- 强
- 其它
- ISO9001
南京中滔供应链管理有限公司为你提供的“南京中滔供应建筑钢筋普通/高强型滚丝轮配件”详细介绍
高强滚丝轮2信息
-
 核桃真空包装机花生连续包装机¥ 40000
核桃真空包装机花生连续包装机¥ 40000 -
 拖拉机随车吊价格拖拉机吊参数拖拉机吊钻一体机生产厂家¥ 68000
拖拉机随车吊价格拖拉机吊参数拖拉机吊钻一体机生产厂家¥ 68000 -
 保定市燃油锅炉报价表¥ 28000
保定市燃油锅炉报价表¥ 28000 -
 英国swada荧光颜料HMP-60蓝色无甲醛耐高温荧光¥ 160
英国swada荧光颜料HMP-60蓝色无甲醛耐高温荧光¥ 160 -
 龙岗龙城雅居)规划(龙岗龙城雅居)简介(龙城雅居)出大事啦。¥ 8000
龙岗龙城雅居)规划(龙岗龙城雅居)简介(龙城雅居)出大事啦。¥ 8000 -
 雕将酒,醉茶缘,茅台酒,茶酒¥ 1299
雕将酒,醉茶缘,茅台酒,茶酒¥ 1299



