内蒙古呼伦贝尔SPR铆钉枪,SPR铆钉枪厂家供应





1/6
- ¥12000.00
- 2024-10-29 17:55:21
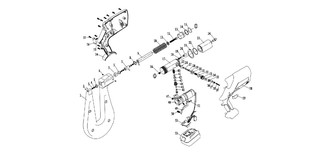
- SPR铆钉枪
- 廖经理 17621707427
- 科沃迪机电设备(上海)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
铆接:作为一种机械连接,可以实现钢-铝,钢-复合材料以及铝-复合材料的异种材料连接,并且连接强度高、连接质量稳定可控、易于实现自动化。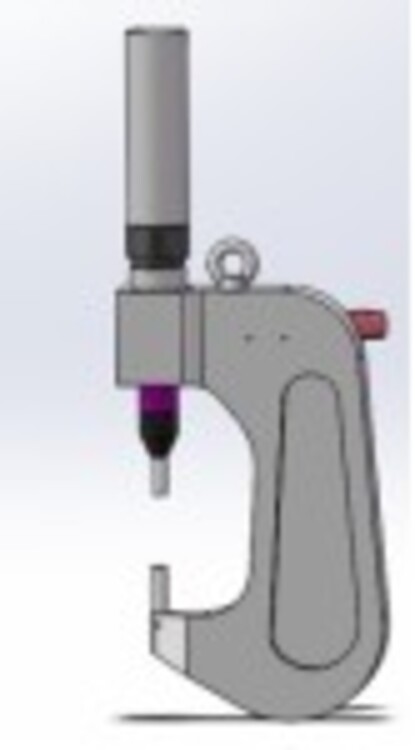
通常情况下,推荐板材抗拉强度UTS<600MPa,高强度的热成型钢,高强钢和特高强度钢(UTS>600MPa)理论上也可以使用,但会使用特殊类型铆钉,铆接难度较大。
SPR铆接工艺对铆接点处的法兰宽度、距离板材边缘的长度以及铆接点间距有一定的尺寸要求,过窄的法兰边以及过近的板材边缘距离,铆接后容易使钣金裂纹,导致连接失效。根据在某新能源汽车上的使用经验,两铆接点之间的间距需要保持小30mm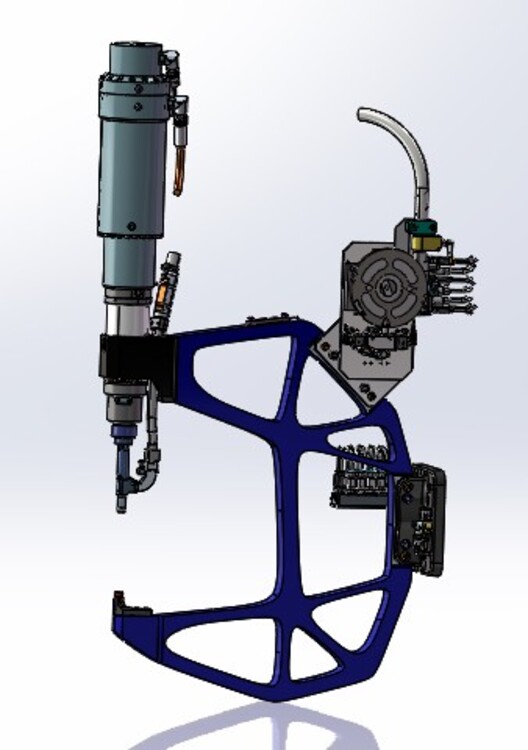
对于处于湿区的SPR连接,目前有两种方式处理此问题,一种方法是对钢制零件镀锌并作电泳处理,另一种方法是钢制零件镀锌并与铝合金零件之间涂胶水。钢制零件电泳处理方法主要适用于钢制零件与铝合金件大面积接触的匹配方式,涂胶水方案主要适用于钢制零件与铝合金零件条状接触的匹配方式。

某新能源汽车上SPR钢-铝连接的应用,前减振器支座是铸铝件,上纵梁是钢制钣金,在钢铝匹配区域涂刷胶水,通过胶水隔绝铝板与钢板,从而避免电化学腐蚀,提高防腐能力;若此连接区域是湿区,为避免铆钉与上层钣金间隙处滞留水渍,长时间侵润会加速钣金腐蚀,需要在铆接头上部区域喷涂PVC保护,确保此处的防腐性能。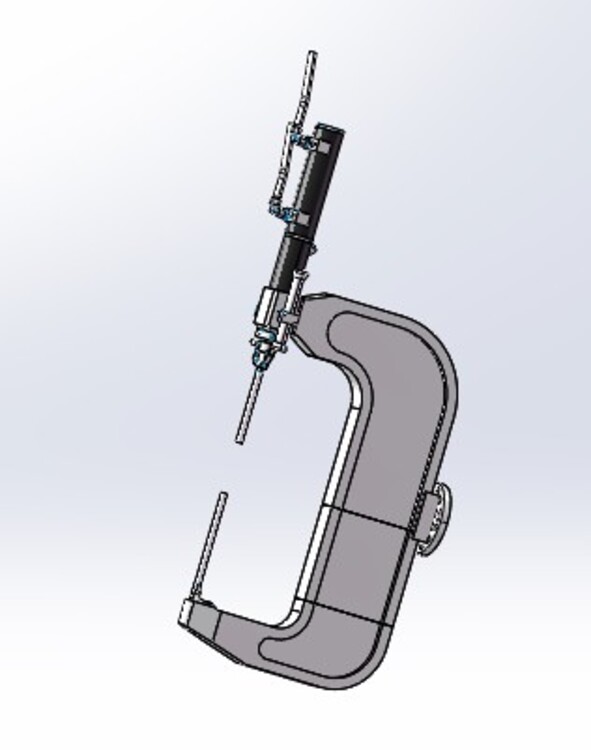
某新能源汽车前门铰链安装板处的SPR连接。通常前门有十万次开关耐久试验,对于铰链连接处强度要求很高,铝制安装板一般难以达到要求,为此铰链安装板采用钢制板材,而车门内板和其加强板采用铝制板材。此处两零件大面积接触,胶水不能均匀涂敷,不能可靠地避免钢铝电化学腐蚀。对于此种类型的面接触,对铰链安装板进行电泳处理,通过整体零件的电泳层隔绝钢铝之间的接触。
- SPR铆钉枪
- 装配工具
- 廖经理
科沃迪机电设备(上海)有限公司为你提供的“内蒙古呼伦贝尔SPR铆钉枪,SPR铆钉枪厂家供应”详细介绍