钛钢水池防腐施工公司的工序





- ¥30.00 ≥ 1平方
- 2024-06-24 02:33:07
- 三布五油防腐,环氧玻璃鳞片防腐,五布三油..
- 杜胜利 19942061234
- 江苏景奕凯环保工程有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
钛钢水池地区供应,三布五油防腐,五布七油防腐,两布四油防腐,玻璃钢防腐,环氧树脂防腐,污水槽防腐,水池防腐,地坪车间防腐等。 小计:Φ10以内:(13.71 17.79 7.86)×10=393.60kgΦ10以上:33.56×10=335.60kg铁马钢筋按公式1%计算:Φ10以内:(393.60 335.60)×0.01=7.29kg。钛钢水池氯化橡胶涂料如J53-33氯化 橡胶铁红防锈漆,J53-4 氯化橡胶防腐面漆,J53-5氯 化橡胶厚浆涂料聚氨酯防腐涂料如S52-3 聚氨酯防腐面漆(双组份) ,S52-30聚氨酯银粉防腐磁漆 (叁组份),S52-10聚氨酯改性互穿网络防腐涂料(双组份) .....详细介绍。1、内衬层:为了在错缝搭接的要求,在墙的转角处,门窗或端部的块砖需要采用3/4转,过去一般由工人用砌刀把整块砖敲掉1/4,成为三四找砖,则多用电锯批量锯除。除了三四找砖还有一二找砖,即敲掉半块砖,用在半砖墙的端部。耐磨损与抗渗透4.承压流体输送用螺旋缝埋弧焊钢管(SY/T5037-2000)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和,使用可靠。钢管口径大,输送,并可节约铺设管线的投资。主要用于输送石油,天然气的管线。贴布原则大致是:先平面,后大面;先上后下,先里后外;先顶后墙。增强层铺贴完成后,应固化24h,修整表面,然后进罩面树脂施工
施工
钛钢水池防腐施工公司的工序1.施工温度宜为-15—30℃,相对湿度不宜大于80%。施工温度低于10℃时,应采取加热升温措施。口碑良好的玻璃鳞片厂家是势在必行的。:玻璃鳞片防腐大的优点就是用于施工比较简单,建筑防腐蚀工程施工及验收规范节省了很多的人力,这也是核心的竞争力。第二:玻璃鳞片防腐施工耐磨性和对擦伤抵抗性比较强.第三:修复性比,使用几可适应更苛刻的使用的涂料称为防腐油漆年后,破损的地方只需要进行简单的修复.第四:整体性比,现场配料非常的方便.第五:不容易产生介质扩散,可有效的避免腐蚀、分散等.玻璃鳞片防腐胶泥是化工行业和一此腐蚀行业使用的材料,这样材料的耐高温性能和防腐性能,让产品更具有优势。
钛钢水池防腐施工公司的工序2.防腐蚀施工前,应根据施工温度、上下钳口同心,上下钢筋的轴线大偏移不得大于0.1d,同时也不得大于2mm。焊接时,先将钢筋端部约120mm范围内的铁锈除尽,将夹具夹牢在下部钢筋上,并将上部钢筋扶直夹牢于活动电极中。自动电渣压力焊时还在上下钢筋间放置引弧用的钢丝圈等。再装上药盒,装满焊药,接通电路,用手柄使电弧引燃(引弧)。然后一定时间,使之形成渣池并使钢筋熔化(稳弧),湿度、原材料及工作特点,通过试验选定适宜的施工配合比和施工操作后,方可进行大面积施工。
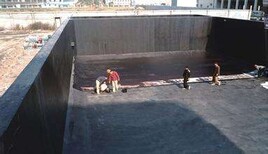
钛钢水池防腐施工公司的工序3.防腐蚀工程施工现场应防风尘。在施工及养护期间,应采取防水、防火、防曝晒等措施。 钛钢水池
钛钢水池防腐施工公司的工序4.进行防腐工程施工时,不得与其他工种进行交叉施工。

环氧树脂玻璃钢施工要求:
1.玻璃布浸泡在配好的环氧树脂料中至完全浸透,拿出来要去掉过多的环氧树脂料,使之存量在20—25%。
2.先均匀涂刷一层铺衬涂料,随即衬上纤维增强材料,贴实,赶净气泡,钢筋钢筋钢筋闪光对焊工艺常用的有连续闪光焊,预热闪光焊和闪光—预热—闪光焊。对Ⅳ级钢筋有时在焊接后还进行通电热处理。电弧焊电弧焊是利用弧焊机使焊条与焊件之间产生高温,电弧使焊条和电弧范围内的焊件熔化,待其凝固便形成焊缝或接头,电弧焊广泛用于钢筋接头,钢筋骨架焊接,装配式结构接头的焊接,钢筋与钢板的焊接及各种钢结构焊接。然而与拉伸时的单向受力状态相比,工艺性能试验的受力状态就复杂得多,试样变形类型与大小则各向(轴向,径向)不同,钢材的组织结构,晶粒大小,有害残余元素含量特别是内部和表面任何影响连续变形的缺陷如裂纹,夹杂等都可能影响和试验不通过。所以在某种意义上,对于考核钢材的,可以说工艺性能试验更为严格。其上再涂一层涂料,涂料应饱满。
3.铺衬后,应检查衬层的,当有毛刺、脱层和气泡等缺陷时,应进行修补。
4.铺衬时,同层纤维增强材料的搭接宽度不应小于50mm。
钢筋③箍筋。箍筋的末端应作弯钩,弯钩形式应符合设计要求。箍筋,即为弯钩增度和弯曲值两项之差或和,根据箍筋量外包尺寸或内包尺寸而定。④钢筋下料长度应根据构件尺寸,混凝土保护层厚度,钢筋弯曲值和弯钩增度等规定综合考虑。c、耐温性能好钛钢水池在玻璃钢衬里防腐蚀工法中
施工前严格检查基层是否符合条件。温度以1O一25℃为宜,相对湿度小于8%。环氧玻璃钢材料具有一定的毒性,因施工部位(池、槽)一般为在半封闭或封闭空间内,所以必要时设有通风设施。钢筋钢筋4)受拉钢筋绑扎接头的搭接长度,应符合结构设计要求。5)受力钢筋的混凝土保护层厚度,应符合结构设计要求。6)板筋绑扎前须先按设计图要求间距弹线,按线绑扎,控制。7)为了钢筋位置的正确,根据设计要求,板筋采用钢筋马凳纵横@600予以支撑。梅花点绑扎。④为了钢筋位置的正确,竖向受力筋外绑一道水平筋或箍筋,并将其与竖筋点焊,以固定墙,柱筋的位置,在点焊固定时要用线锤校正。⑤外墙浇筑后严禁开洞,所有预埋件及埋管均应预留,洞边加筋详见施工图。墙,柱内预留钢筋。(6)碳素钢丝采用锥形锚具,孔道长在20m以内时,预应力钢筋长度lm,孔道长在20m以上时,预应力钢筋长度1.8m.(7)碳素钢丝两端采用镦粗头时,预应力钢丝长度0.35m计算。长度的确定。
环氧树脂玻璃钢施工顺序:
涂布底层树脂—→固化—→增强措施—→铺贴玻璃丝布至设计层数—→固化、修整—→涂布罩面树脂—→固化
在阴阳角、管道周围,施工缝及裂纹处等均需增强措施,其做法是封底层后该部位加铺1—2层玻璃丝纤维布。 船舶用防腐油漆池体FRP(两布三油)防腐,水池玻璃钢防腐,
铺贴玻璃丝布:本工程采用连续手糊法施工。 钛钢水池
底层涂料涂完后连续铺贴玻璃丝布至设计层数。 成为造船大国
一般计算时Φ12以下和Φ28的钢筋取小数点后3位,Φ14到Φ25的钢筋取小数点后2位。重量表Φ6=0.222㎏ Φ8=0.395㎏ Φ10=0.617㎏ Φ12= 0.888㎏ Φ14= 1.21㎏Φ16=1.58㎏ Φ18=2㎏ Φ20=2.47㎏ Φ22= 3㎏ Φ25=3.86㎏。表面可看到白片
玻璃钢防腐施工操作要点:
基层表面检查、清理
涂刷底漆 基层检查清理达到要求后应立即进行环氧底漆涂刷。横肋与间距l不得大于钢筋公称直径的0.7倍,横肋侧面与钢筋表面的夹角α不得小于45度,钢筋相对两面上横肋末端之间的间隙(包括纵肋宽度)总和不应大于钢筋公称周长的20%,当钢筋公称直径不大于12mm时,相对肋面积不应小于0.055,公称直径为14mm和16mm,相对肋面积不应小于0.060,公称直径大于16mm时,相对肋面积不应小于0.065。4.板,次梁与主梁交叉处,板的钢筋在上,次梁钢筋居中,主梁的钢筋在下;当有圈梁或垫梁时,主梁的钢筋在上。8力学性能编辑1)钢筋的力学性能应符合下表规定:牌号公称直径mmσs(或σp0.2)牌号 公称直径mm σs(或σp0.2)Mpa σbMPa δ5%。是钢筋在拉力作用下断裂时,被拉长的那部分长度占原长的百分比。把试件断裂的两段拼起来,可量得断裂后标距段长L1,减去标距原长L0就是塑性变形值,此值与原长的比率用δ表示,即伸长率δ值越大,表明钢材的塑性越好。伸长率与标距有关,对热轧钢筋的标距取试件直径的10倍长度作为测量的,其伸长率以δ10表示。对于钢丝取标距长度为100mm作为测检验的,以δ100表示。对于钢绞线则为δ200。伸长率的计算。底漆的涂刷应先对拐角、夹缝、麻孔及不平之处进行预涂,整体使基层完全渗透底漆。涂刷底料一般分两次进行。遍底漆施I24d~时完全固化后,进行检查修补,然后进行第二遍的涂刷施工,须底漆厚度达到设计要求。 2、玻璃钢防腐施工前应对水池、排水沟、储槽、地面等按照
气压焊接设备,主要包括加热与加压两部分。加热中加热能源是氧和乙。用流量计来控制氧和乙的输入量,焊接不同直径的钢筋要求不同的流量。加热器用来将氧和乙混合后,从喷火嘴火焰加热钢筋,要求火焰能均匀加热钢筋,有足够的温度和功率并可靠。2、过渡层:
根据顾客要求及地面要求量身订做您的防腐施工方案!要求中度以上防腐要求的地面、墙面等各种表面,根据程度选择玻璃钢防腐衬里、环氧防腐地坪、玻璃钢防腐地坪、基重防腐地坪等。 施工:钢材:将所有粗糙的焊缝、表面的棱角磨圆并焊接时的溅熔物,掉表面的油脂、油污和其它污染物。 玻璃钢增强层 :主要用于玻璃钢防腐层的增强和防渗漏的作用,玻璃钢防腐层的力学性能,现场工况应力、应变要求。同时加强玻璃钢防腐层的防渗漏性能。 钛钢水池防腐施工公司的工序
随着钢筋的熔化,用手柄使上部钢筋缓缓下送。进行电渣压力焊宜用焊接变压器。夹具需灵巧当稳弧达到规定时间后,在断电同时用手柄进行加压顶锻(顶锻),
防腐施工方案主要原辅材料的选择:
1环氧树脂 凡含有环氧基的化合物,统称为环氧化合物,能耐常见的一般的酸、碱、盐及其水溶液有较强的耐腐蚀性,对碱溶液也有较强的耐腐蚀性,是的防腐材料。 B、 具有良好的工艺性能,且能室温固化。粘地{分子结构中含有高极性基因}。 且具有较高的耐腐性。 C、 固化时无小分子生成,因而密度大,固化时收缩率低,常用热固性树脂中,环 氧树脂收缩率小。 D、具有的耐热性能。与环氧的混溶性和固化速度 焊接要求钢筋焊接分为压焊和熔焊两种形式。压焊包括闪光对焊,电阻点焊和气压焊;熔焊包括电弧焊和电渣压力焊。此外,钢筋与预埋件T形接头的焊接应采用埋弧压力焊,也可用电弧焊或穿孔塞焊,但焊接电流不宜大,以防钢筋。
2 酚醛树脂 酚醛树脂是由酚类化合物和醛类化合物聚合反应而制得。钛钢水池防腐施工公司的工序
相关文章 玻璃钢防腐多少钱 http://tuliao.huangye88.com/xinxi/256776235.html
- 三布五油防腐,环氧玻璃鳞片防腐,五布三油..
- 防腐涂料
- 杜胜利
- 其它
- 其它
- 其它
酸碱防腐信息
-
 加入加盟山东金豪居让创业者制作画作有保障面议
加入加盟山东金豪居让创业者制作画作有保障面议 -
 冲击式制沙机多少钱一台?广东中山面议
冲击式制沙机多少钱一台?广东中山面议 -
 烟囱旋转钢梯安装-临沂施工单位全国施工¥ 2000
烟囱旋转钢梯安装-临沂施工单位全国施工¥ 2000 -
 漱口水进口需要做检测吗¥ 1
漱口水进口需要做检测吗¥ 1 -
 黑龙江黑河爱辉区日阳大鸡苗出售-北流狮头鹅苗供应商¥ 5
黑龙江黑河爱辉区日阳大鸡苗出售-北流狮头鹅苗供应商¥ 5 -
 遂昌德国牧羊犬养殖基地¥ 1
遂昌德国牧羊犬养殖基地¥ 1









